Широко известны семь простых инструментов контроля качества, использование которых базируется на анализе численных данных. Это соответствует принципу TQM: принятие решений на основе фактов.
Однако факты далеко не всегда могут быть представлены в численной форме. Для поиска решений в таких случаях Союзом Японских Ученых и Инженеров (IUSE) на базе поведенческой науки, операционного анализа, статистики и теории оптимизации был разработан набор инструментов, получивший название «новые инструменты управления качеством». К ним относят:
диаграмму сродства (KJ-метод);
диаграмму связей;
дерево решений (древовидная диаграмма);
таблицу качества (матричная диаграмма);
стрелочную диаграмму (сетевой график, диаграмма Ганта);
диаграмму процесса осуществления программы (PDPC);
матрицу приоритетов.
Разработанный комплекс инструментов используется в оставшихся 5% случаев, когда простые инструменты качества не позволяют найти решение проблемы. Наиболее эффективно новые инструменты контроля качества могут быть использованы при групповой работе в командах, формируемых для решения проблем, появляющихся на этапе проектирования или для совершенствования процесса проектирования. Исходные данные для анализа обычно собирают при помощи метода «мозговой атаки».
Примечание. Следует отметить, что Диаграмма Исикавы, в отличие от других простых инструментов качества, оперирует вербальной информацией. По этому признаку ее следовало бы отнести к новым инструментам качества, но исторически сложилось так, что она включена в состав семи простых статистических инструментов контроля качества.
Диаграмма сродства
Диаграмма сродства (KJ-метод) – инструмент, используемый для выявления основных нарушений процесса, а также возможностей его улучшения, путем объединения родственных данных.
Принцип создания KJ-диаграммы приведен на рисунке:
Как видно из рисунка, диаграмма сродства служит для объединения множества идей, интересов и мнений, собранных специалистами по рассматриваемой теме, в небольшое число групп.
Примечание. Наиболее часто данный инструмент применяется для организации и упорядочивания большого количества идей, возникающих в процессе «мозгового штурма».
Методика построения:
Выберете проблему или тему, которая требует решения или улучшения.
Тему следует определять в самых широких понятиях, чтобы не ограничивать варианты решения проблемы или отыскания новых путей улучшения процесса.
Соберите данные по выбранной теме. Запишите каждую идею на отдельной карточке.
Обычно для сбора данных используют метод «мозгового штурма».
Перемешайте карточки и расположите их в случайном порядке на столе.
Сгруппируйте взаимосвязанные карточки.
Группировку можно выполнить следующим образом: найдите карточки, которые кажутся вам взаимосвязанными (родственными) и сложите их вместе. Затем еще раз. Эти действия следует выполнять до тех пор, пока все данные не будут собраны в предварительные группы родственных данных.
При группировке данных следует учесть, что одна карточка не может составлять всю группу, а количество групп желательно ограничить не более 10.
Определите направленность каждой группы данных. Выберете из имеющихся карточек или придумайте и запишите на новой карточке заголовок, отражающий выявленную направленность для каждой группы. Карточки с заголовками поместите поверх карточек, составляющих группы.
При возникновении разногласий, а также для поиска альтернативных взаимосвязей, пункты 3-5 можно повторить, пробуя создать группы с другой направленностью.
Анализ завершается, когда все данные будут сгруппированы в соответствие с подходящим количеством ведущих направлений, а все разногласия будут устранены.
Перенесите полученные данные с карточек на бумагу в виде диаграммы:

или таблицы:

Примечание 1. Диаграмма сродства очень напоминает причинно-следственную диаграмму, только подход к проблеме у них идет с противоположных сторон. В диаграмме Исикавы сначала определяются главные факторы, влияющие на проблему, которые затем разбиваются на более мелкие, а те в свою очередь на еще более мелкие, пока не определяются корневые причины вызывающие проблему, т.е. порядок определения факторов - от основных к второстепенным. В диаграмме сродства, наоборот, сначала определяются в основном корневые, малозначительные причины (хотя в процессе сбора данных также могут быть найдены и главные причины), которые затем последовательно объединяются во все более крупные группы, т.е. порядок определения факторов – от второстепенных к основным.
Примечание 2. За исключением принципа анализа информации данные диаграммы также отличаются уровнем вложенности. Если у диаграммы Исикавы она никак не ограничена, то в диаграмме сродства уровень вложенности всегда второй, т.е. все причины, влияющие на рассматриваемую проблему, делятся на факторы только 1-го и 2-го порядка.
Д иаграмма связей
Диаграмма связей (граф взаимозависимости) – инструмент, используемый для выявления логических связей между основной проблемой, которая требует решения, причинами, которые оказывают на нее влияние и другими данными.
рассматриваемая проблема (тема) настолько сложна, что взаимосвязи между полученными данными не могут быть определены в ходе обычного обсуждения;
решающим фактором является временная последовательность, в соответствии с которой делаются шаги;
существуют подозрения, что рассматриваемая проблема является следствием воздействия более фундаментальной, еще не затронутой проблемы.
Работа над диаграммой связи, также как и над диаграммой сродства, должна проводится в группах по улучшению качества.
Методика построения:
1. Выберите тему (проблему), которая требует улучшения (решения) и запишите ее в центре чистого листа бумаги.
2. Определите факторы, влияющие на проблему, и расположите их вокруг записанной проблемы.
Исходные данные для построения диаграммы могут быть получены с использованием диаграммы сродства, диаграммы Исикавы или непосредственно с использованием метода «мозгового штурма».
3. Определите звенья, которые связывают отдельные причины (факторы), влияющие на проблему, и проставьте зависимости между факторами и проблемой, а также факторов между собой с помощью стрелок.
Старайтесь обнаружить звенья, ведущие к критическому результату.
4. Определите ключевые факторы для оказания на них воздействия.
Определение ключевых факторов производится с учетом имеющихся в наличии ресурсов, а также с учетом данных, характеризующих эти факторы.
Принцип создания графа взаимозависимости приведен на рисунке:

Дерево решений
Дерево решений (древовидная диаграмма, систематическая диаграмма) – инструмент, используемый для систематического рассмотрения проблемы (темы) в виде составляющих факторов (элементов), расположенных на различных уровнях и удобного представления логических связей между этими факторами (элементами).
Древовидная диаграмма строится в виде многоступенчатой древовидной структуры, составными частями которой являются различные элементы (факторы, причины) рассмотрения идеи или решения проблемы.
когда необходимо изучить все возможные элементы рассматриваемой темы (проблемы);
когда необходимо неясные пожелания потребителя в отношении разрабатываемого продукта преобразовать в установленные потребности потребителя;
когда достигнуть краткосрочных целей нужно раньше получения результатов всей работы.
Методика построения:
Четко определите тему (проблему) для рассмотрения. Запишите ее в центре левого края чистого листа бумаги.
Определите основные элементы (факторы) рассматриваемой темы (проблемы). Запишите их один под другим, расположив правее от наименования темы. Проведите ответвления (линии) от наименования темы к основным элементам.
Для определения основных элементов можно использовать метод «мозгового штурма» или использовать карточки с заголовками, если ранее для этой темы строилась диаграмма сродства.
Для каждого элемента определите составляющие их подэлементы (элементы второго порядка). Запишите элементы второго порядка один под другим, расположив их правее от перечня основных элементов. Начертите ответвления от основных элементов к составляющим их подэлементам.
Для каждого подэлемента определите составляющие их элементы третьего порядка. Элементы третьего порядка запишите один под другим, расположив их правее элементов второго порядка. Проведите ответвления от подэлементов к составляющим их элементам третьего порядка.
Деление следует продолжать до тех пор, пока не будут определены все элементы рассматриваемой темы.
Примечание. При работе в группе это означает – до тех пор, пока все члены группы не согласятся, что дерево решений завершено или пока не исчерпаются все идеи.
Таблица качества
Таблица качества (матричная диаграмма, матрица связей) – инструмент, используемый для организации и графического изображения логических связей между большим количеством данных, а также силы этих связей.
Обычно исследуются связи между данными, имеющими отношение к следующим категориям:
проблемы качества;
причины возникновения проблем качества;
требования, установленные потребностями потребителя;
функции и характеристики продукции;
функции и характеристики процессов;
функции и характеристики производственных операций и оборудования.
Матричная диаграмма показывает соответствие и степень зависимости между определенными явлениями (факторами), вызвавшими их причинами и мерами по устранению возникших последствий.
Таблица качества (L-карта) является одной из разновидностей матричной диаграммы, которая получила наибольшее распространение по сравнению с другими видами матрицы связи. Также распространены T- и X-карты.
Свое название карты получили по причине того, что строки и столбцы матричной диаграммы напоминают:
букву L повернутую на +90°;

букву T повернутую на -90°;

букву X повернутую на 45°.

Методика построения:
Сформулируйте название темы (объекта) анализа.
Определите перечень компонентов A (a 1 , a 2 , … a i , … a n) и B (b 1 , b 2 , … b j , … b k), относящихся к теме (предмету) исследования.
Выясните возможные виды связи между компонентами и выберите соответствующие этим видам связи условные обозначения.
Для определения перечня компонентов и видов связи воспользуйтесь методом «мозгового штурма».
Для построения матричной диаграммы обычно используются следующие типы связи между компонентами:
При необходимости более подробного анализа можно использовать следующие типы взаимосвязи между факторами:
Если между компонентами может быть как отрицательная, так и положительная виды связи, то при их обозначении рекомендуется воспользоваться следующими символами:
Нарисуйте таблицу с количеством столбцов равным k+1 и количеством строк равным n+1.
В крайнем левом столбце проставьте компонетны a i , начиная со второй строки.
В верхней строке проставьте компоненты b j , начиная со второго столбца.
Напечатайте необходимое количество построенного шаблона L-карты и раздайте членам группы для самостоятельного заполнения.
При заполнении таблицы качества необходимо просмотреть все варианты взаимодействия компонентов a i и b j и при наличии между ними связи проставить символ, соответствующий степени этой взаимосвязи, на пересечении соответствующих строки и столбца.
Сравните полученные результаты заполнения матричной диаграммы и в ходе обсуждения выработайте общее мнение по наличию связей между компонентами A и B.
Оформите результирующую таблицу качества.

Чтобы матрица связи была легко понятна даже для человека, не принимавшего участия в работе команды, рядом с ней рекомендуется указать:
название и основные характеристики темы (объекта) анализа;
руководителя и состав команды;
основные результаты работы;
сроки проведения работы;
другие необходимые сведения.
Построение других разновидностей матрицы связей (T- и X-карт) производится аналогично методике построения таблицы качества.
Стрелочная диаграмма
Стрелочная диаграмма (сетевой график, диаграмма Ганта) – инструмент, используемый для планирования оптимальных сроков выполнения всех работ, необходимых для успешного достижения поставленной цели.
Данный инструмент можно использовать только после того, когда для установленной проблемы определены средства и мероприятия по ее устранению, а также сроки и этапы их осуществления. Т.е. стрелочная диаграмма применяется только после использования хотя бы одного из инструментов:
диаграммы сродства;
диаграммы связей;
дерева решений;
таблицы качества.
Примечание. Можно сказать, что стрелочная диаграмма является завершающим инструментом, используемым в ходе работы по улучшению качества, после которого могут быть приведены, пожалуй, только экономическая эффективность от успешной реализации разработанных мероприятий и какие-либо уточнения.
Примечание. Стрелочная диаграмма применяется в проектах очень часто, т.к. любой проект ориентирован на разработку мероприятий, для достижения поставленной цели, и установление сроков их реализации. Данный инструмент качества позволяет показать это в удобном виде.
Стрелочная диаграмма применяется не только для планировании сроков проведения работ, но и для последующего контроля за ходом их выполнения.
Наибольшее распространение получили две разновидности стрелочной диаграммы – сетевой график (сетевой граф) и диаграмма Ганта.
Методика построения:
Определите задачу для построения стрелочной диаграммы.
Соберите необходимые данные с использованием других инструментов качества.
Для построения стрелочной диаграммы вам необходимо определить мероприятия (работы) для решения поставленной задачи, сроки их реализации. Кроме того, при сложной зависимости этапов выполнения мероприятий друг от друга следует установить (определить) данные взаимосвязи.
Выберите разновидность стрелочной диаграммы для построения: диаграмму Ганта или сетевой график.
Дальнейшее построение диаграммы разбивается на два варианта:
I Для построения диаграммы Ганта:
Нарисуйте таблицу, в левый столбец которой занесите наименования выполняемых мероприятий.
Наименования мероприятий следует расставлять сверху вниз в порядке их выполнения.
Выберите удобную периодичность контроля над выполнением занесенных в таблицу мероприятий и проставьте ее в верхней строке нарисованной таблицы.
В качестве периодичности выполнения работ могут выступать недели, месяцы, кварталы и т.д.
В строке каждого мероприятия следует нарисовать стрелку, которая начинается в столбце запланированного срока начала выполнения этого мероприятия, а заканчивается в столбце запланированного срока завершения выполнения рассматриваемого мероприятия.

Примечание. Обычно последним пунктом в графике Ганта рекомендуется ставить мониторинг (контроль) выполнения установленных мероприятий. В качестве срока выполнения мониторинга обычно указывают весь период производства работ.
II Для построения сетевого графика:
Для первой группы с левой стороны листа нарисуйте окружности (или квадраты) одну под другой в количестве равном количеству мероприятий, входящих в первую группу.
Запишите мероприятия списком сверху вниз, в порядке их реализации.
Присвойте каждому мероприятию записанного списка порядковый номер, проставив их сверху вниз, начиная с 1.
Разбейте мероприятия по группам по признаку одинакового срока начала их выполнения.
В нарисованных окружностях проставьте порядковые номера мероприятий, относящихся к первой группе.
Отступите некоторое расстояние вправо и начертите окружности (одну под другой) для второй группы мероприятий.
В начерченные окружности запишите порядковые номера мероприятий, относящихся ко второй группе.
Мероприятия для третьей группы нарисуйте правее второй группы.
Аналогично указанному алгоритму нанесите на лист все группы мероприятий.
С помощью стрелок укажите порядок выполнения мероприятий.
Т.е. стрелка берет начало от мероприятия, от завершения выполнения которого зависит начало выполнение следующего мероприятия, и заканчивается на этом зависимом мероприятии.
Возможны 4 варианта зависимости между мероприятиями:
начало выполнения одного мероприятия зависит от завершения выполнения одного мероприятия;
начало выполнения одного мероприятия зависит от завершения выполнения нескольких мероприятий;
начало выполнения несколько мероприятий зависит от завершения выполнения одного мероприятия;

начало выполнения несколько мероприятий зависит от завершения выполнения нескольких мероприятий.
Над каждой стрелкой проставьте планируемую продолжительность выполнения мероприятия, от которого начинается стрелка.

Примечание. Преимуществами диаграммы Ганта является:
одновременное отображение мероприятий и сроков их выполнения, а также представление информации в табличном (привычном для нас) виде, что значительно облегчает его восприятие;
график Ганта легче в построении, чем сетевой граф.
Большим преимуществом сетевого графика над диаграммой Ганта является возможность отобразить сложные взаимосвязи выполнения мероприятий друг от друга. При каких-либо затруднениях или наоборот ускорении выполнения каких-нибудь мероприятий, в сетевом графе довольно легко разобраться на какие связанные мероприятия это повлияет и как это отразится на окончательных сроках выполнения всех работ. В графике Ганта, если мероприятия связаны не простой линейной последовательностью, отследить это практически невозможно.
Диаграмма процесса осуществления программы
Диаграмма процесса осуществления программы (PDPC) – инструмент, используемый для графического представления последовательности действий и решений, необходимых для достижения поставленной цели.
Обычно PDPC применяется для оценки сроков и целесообразности выполнения работ в соответствии с диаграммой Ганта или сетевым графиком для их корректировки. Кроме того диаграмму процесса осуществления программы удобно использовать для исследования возможностей улучшения процесса, за счет накопления подробных данных о его фактическом протекании, а также выявлении возможных проблем при осуществлении процесса еще на стадии его проектирования.
Для графического представления PDPC используются следующие символы:

Наиболее часто для построения диаграммы процесса осуществления программы используются 4 первых символа. Остальные символы используются по мере необходимости.
При построении PDPC желательно придерживаться следующего порядка:
в первую очередь определите начало и конец процесса;
определите этапы процесса (действия, решения, операции контроля, входящие и выходящие потоки), а также последовательность их выполнения;
начертите черновой вариант PDPC;
сверьте черновой вариант диаграммы с фактическими этапами процесса;
обсудите построенный вариант PDPC с работниками, участвующими в реализации процесса;
усовершенствуйте диаграмму процесса осуществления программы на основе обсуждения;
нанесите на диаграмму необходимую дополнительную информацию (наименование процесса, дату составления PDPC, сведения об участниках работы по созданию PDPC и др.).
Порядок составления диаграммы процесса осуществления программы для вновь разрабатываемого процесса аналогичен приведенному выше, при этом:
вместо наблюдения существующего процесса членам команды необходимо мысленно представить себе этапы будущего процесса;
обсуждение чернового варианта PDPC следует проводить с работниками, которые предположительно будут участвовать в реализации процесса.

Примечание. Используемые в PDPC символы и методика построения практически полностью совпадают с блок-схемами выполнения программ, которые учителя информатики заставляют чертить в течение многих лет, начиная со школьной скамьи и заканчивая высшими учебными заведениями. В результате подобной практики овладение принципами создания PDPC (довольно сложного инструмента качества), происходит очень быстро и почти без затруднений.
Матрица приоритетов
Матрица приоритетов (анализ матричных данных) – инструмент, используемый для обработки большого массива числовых данных, полученных при построении таблиц качества (матричных диаграмм), с целью определения приоритетных данных.
Для построения матрицы приоритетов требуется проведение серьезных статистических исследований, в связи с чем она применяется намного реже остальных новых инструментов качества. Анализ матричных данных соответствует методу анализа составляющих, типичным примером которого является метод многофакторного анализа. Обычно данный инструмент используют, когда требуется представить численные данные из таблиц качества в более наглядном виде.

Из нее следует, что аспирин неэффективен и действует жестко, а лучшим средством по соотношению эффективность/мягкость является тайленол.
В результате инструменты УК позволяют вырабатывать оптимальные решения в кратчайшие сроки.
Диаграмма сродства и диаграмма связей обеспечивает общее планирование.
Диаграмма дерева, матричная диаграмма и матрица приоритетов обеспечивает промежуточное планирование.
Блок-схема процесса принятия решения и стрелочная диаграмма обеспечивает детальное планирование.
План действий
Последовательность применения методов может быть различной в зависимости от поставленной цели.
Эти методы можно рассматривать и как отдельные инструменты, и как систему методов. Каждый метод может находить свое самостоятельное применение в зависимости от того, к какому классу относится задача.
Особенности метода
Семь инструментов управления качеством - набор инструментов, позволяющих облегчить задачу управления качеством в процессе организации, планирования и управления бизнесом при анализе различного рода фактов.
1. Диаграмма сродства - инструмент, позволяющий выявлять основные нарушения процесса путем обобщения и анализа близких устных данных.
2. Диаграмма связей - инструмент, позволяющий выявлять логические связи между основной идеей, проблемой и различными факторами влияния.
3. Диаграмма дерева - инструмент стимулирования процесса творческого мышления, способствующий систематическому поиску наиболее подходящих и эффективных средств решения проблем.
4. Матричная диаграмма - инструмент, позволяющий выявлять важность различных неочевидных (скрытых) связей. Обычно используются двумерные матрицы в виде таблиц со строками и столбцами a1, a2,., b1, b2. - компоненты исследуемых объектов.
5. Матрица приоритетов - инструмент, для обработки большого количества числовых данных, полученных при построении матричных диаграмм, с целью выявления приоритетных данных. Этот анализ часто рассматривается как факультативный.
6. Блок-схема процесса принятия решения - это инструмент, который помогает запустить механизм непрерывного планирования. Его использование способствует уменьшению риска практически в любом деле. Планирует каждый мыслимый случай, который может произойти, перемещаясь от утверждения проблемы до возможных решений.
7. Стрелочная диаграмма - инструмент, позволяющий планировать оптимальные сроки выполнения всех необходимых работ для реализации поставленной цели и эффективно их контролировать.
Дополнительная информация:
Семь инструментов УК обеспечивают средства для понимания сложных ситуаций и соответствующего планирования, формируют согласие и ведут к успеху при коллективном решении проблем.
Шесть из этих инструментов используются в работе не с конкретными числовыми данными, а со словесными высказываниями и требуют понимания концепций семантики для обнаружения и сбора основных данных.
Сбор исходных данных обычно осуществляют во время "мозговых атак".
Достоинства метода
Наглядность, простота освоения и применения.
Недостатки метода
Низкая эффективность при проведении анализа сложных процессов.
Ожидаемый результат
Использование инструментов управления качеством позволяет экономить ресурсы и тем самым улучшает чистую прибыль компании.
ЭТО МОЖНО ИСПОЛЬЗОВАТЬ в 1 ВОПРОСЕ И В ОСТАЛЬНЫХ ТОЖЕ.
Семь простейших инструментов контроля качества продукции
На рисунке 8 представлены семь простейших статистических методов контроля качества.
Рисунок 8 – Семь простейших статистических методов
2.1.1 Контрольный листок
Какая бы задача не стояла перед системой, всегда начинают со сбора исходных количественных данных, на базе которых затем применяют тот или иной инструмент.
Контрольный листок – инструмент для сбора данных, средство регистрации и автоматического их упорядочивания для облегчения дальнейшего использования информации.
Контрольный листок – бумажный бланк, на котором заранее напечатаны контролируемые параметры, соответственно которым можно заносить данные с помощью пометок или простых символов, предназначен для регистрации возникающих событий, т.е. для сбора данных для последующего анализа. Внешне контрольный листок представляет собой таблицу, заполнение которой сводится к простому добавлению в соответствующую ячейку вертикального штриха при наступлении того или иного события. Первые четыре события отмечаются вертикальными штрихами, а каждое пятое – горизонтальной чертой, пересекающей первые четыре штриха. Таким образом, каждая черточка обозначает 5 событий.
Заполнение контрольного листка – это наиболее простой из инструментов качества – нет ничего проще, чем поставить штрих в нужной ячейке. Подсчет результатов также осуществляется довольно легко.
Ниже приведен пример листа сбора данных, в котором регистрировались жалобы покупателей продукции на отдельные виды несоответствий в разные дни недели (рисунок 9).

Рисунок 9 – Лист сбора данных
Карта статистического управления процессом, или контрольная карта, является графическим представлением данных из выборки, которые периодически берутся из процесса и наносятся на график в соответствии со временем. Кроме того, на контрольных картах отмечаются «контрольные границы», которые описывают присущую изменчивость устойчивого процесса. Целью контрольной карты является помощь в оценке стабильности процесса на основе изучения и нанесения на график данных с учетом контрольных границ. Любая переменная (измеренные данные) или признак (расчетные данные), представляющие изучаемую характеристику продукции или процесса, могут быть нанесены на график.
В качестве примера можно привести контрольный листок, применяемый для фиксирования брака в деталях (рисунок 10).

Рисунок 10 – Контрольный листок
При составлении контрольных листков следует обратить внимание на то, чтобы было указано, на каком этапе процесса и в течение какого времени собирались данные, а также чтобы форма листка была простой и понятной без дополнительных пояснений.
2.1.2 Гистограмма
Для наглядного представления тенденции изменения качества деталей применяют графическое изображение статистического материала. Наиболее распространённым графиком, к которым прибегают при анализе распределения случайной величины, является гистограмма.
Гистограмма – инструмент, позволяющий зрительно оценить закон распределения статистических данных.
Гистограммы – один из вариантов столбчатой диаграммы, отображающей зависимость частоты попадания параметров качества изделия или процесса в определенный интервал этих значений. На рисунке 11 интервалы попадания отложены на оси «х», а частота попадания на оси «у».

Рисунок 11 – Гистограмма частот интервального ряда расположения
Гистограмма строится следующим образом.
1) Определяется наибольшее значение показателя качества.
2) Определяется наименьшее значение показателя качества.
3) Определяется диапазон гистограммы как разница между наибольшим и наименьшим значением.
4) Определяется число интервалов гистограммы (число интервалов) = Ц (число значений показателей качества).
5) Определяется длина интервала гистограммы = (диапазон гистограммы) / (число интервалов).
6) Разбивается диапазон гистограммы на интервалы.
7) Подсчитывается число попаданий результатов в каждый интервал.
8) Определяется частота попаданий в интервал = (число попаданий) / (общее число показателей качества).
9) Строится столбчатая диаграмма.
По мере роста числа измерений уменьшается ширина столбцов и полигон превращается в кривую плотности вероятностей, представляющую собой кривую теоретического распределения.
Чтобы оценить адекватность процесса требованиям потребителя, мы должны сравнить качество процесса с полем допуска, установленным пользователем. Если имеется допуск, то на гистограмму наносят верхнюю (S u ) и нижнюю (S L ) его границы, перпендикулярные оси абсцисс (рисунок 12). Тогда можно увидеть, хорошо ли располагается гистограмма внутри этих границ.

Рисунок 12 – К понятию годности при выборке
трёхсигмовых пределов
Если гистограмма имеет симметричный (колокообразный) вид, когда среднее значение приходится на середину размаха данных, то это нормальный (гауссовский) закон распределения случайной величины. Для нормального закона распределения становится возможным исследовать воспроизводимость процесса, неизменность основных параметров процесса: среднего значения x или математического ожидания М(x ) и стандартного отклонения во времени. При этом можно определить выход распределения генеральной совокупности при заданных значениях М(x ), исходя из сравнения соответствующих трёхсигмовых пределов и пределов поля допуска.
Из рисунка 12 видно, что если брать в качестве границ допуска трёхсигмовые пределы (σ – среднеквадратическое отклонение), то годными будут считаться 99,73 % всех данных генеральной совокупности и только 0,27 % данных будут считаться несоответствующими (non-conformity – NC) требованиям потребителя (пользователя), так как они расположены за границами заданного поля допуска.
2.1.3 Диаграммы разброса
Диаграммы разброса представляют собой графики, которые позволяют выявить корреляцию между двумя различными факторами (рисунок 13).

Рисунок 13 – Диаграмма разброса
Диаграмма разброса, которую также называют полем корреляции, – это инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных.
Эти две переменные могут относиться:
к характеристике качества и влияющему на нее фактору;
к двум различным характеристикам качества;
к двум факторам, влияющим на одну характеристику качества. Например, температура и давление в печи.
Для выявления связи между ними и служит диаграмма разброса.
Построение диаграммы разброса выполняется в следующей последовательности.
1) Собираются парные данные (x , y ), между которыми хотят исследовать зависимость, и располагаются в таблицу. Если одна переменная – фактор, а вторая – характеристика качества, то выбирается для фактора горизонтальная ось x , а для характеристики качества – вертикальная ось y . Желательно не менее 25–30 пар данных.
2) Находится максимальное и минимальное значение для x и y .
3) На отдельном листке бумаги чертится график и наносятся данные. Если в разных наблюдениях получаются одинаковые значения, то их обозначают концентрическими кружками.
4) Обозначается:
название диаграммы;
интервал времени;
число пар данных;
названия и единицы измерения для каждой оси.
Использование диаграммы разбросане ограничивается только выявлением вида и тесноты связи между парами переменных. Диаграмма разброса используется также для выявления причинно-следственных связей показателей качества и влияющих факторов при анализе
причинно-следственной диаграммы, которая будет рассмотрена ниже.
Диаграмма разброса позволяет наглядно показать характер изменения параметра качества во времени. Для этого проведём из начала координат биссектрису. Если все точки легли на биссектрису, то это означает, что значение данного параметра не изменилось в процессе эксперимента. Следовательно, рассматриваемый фактор (или факторы) не влияет на параметр качества. Если основная масса точек лежит под биссектрисой, то это значит, что значения параметра качества за прошедшее время уменьшилось. Если же точки ложатся выше биссектрисы, то значения параметра за рассматриваемое время возросли.
Проведя лучи из начала координат, соответствующие уменьшению и увеличению параметра на 10, 14, 30, 50 %, можно путём подсчёта точек между прямыми выяснить частоту значений параметра в интервалах 0...10 %, 10…20 %.
Наибольшее распространение получило применение диаграмм разброса для определения вида связей, общее распределение пар. Для этого сначала следует выяснить, есть ли на диаграмме какие-нибудь далеко отстоящие точки (выбросы), которые обусловлены некоторыми изменениями в условиях работы. следует обратить внимание на причины таких нерегулярностей, поскольку, отыскивая их причину, мы часто получаем информацию о качестве.
2.1.4 Метод стратификации (расслаивание данных)
В соответствии с методом стратификации данных (рисунок 14) производят расслаивание статистических данных, т.е. группируют данные в зависимости от условий их получения и производят обработку каждой группы данных в отдельности.
Данные, разделённые на группы в соответствии с их особенностями, называют слоями (стратами), а сам процесс разделения на слои (страты) – расслаиванием (стратификацией).
Существуют различные методы расслаивания, применение ко-торых зависит от конкретных задач. Например, данные, относящиеся
к изделию, производимому в цехе на рабочем месте, могут в какой-то мере различаться в зависимости от исполнителя, используемого обо-рудования, методов проведения рабочих операций, температурных
условий и т.д. Все эти отличия могут быть факторами расслаивания. В производственных процессах часто используется метод 5М, учитывающий факторы, зависящие от человека (man), машины (machine), материала (material), метода (method), измерения (measurement).

Рисунок 14 – Стратификация данных
Расслаивание осуществляется следующим образом:
расслаивание по исполнителям – по квалификации, полу, стажу работы;
расслаивание по материалу – по месту производства, фирме – производителю, партии, качеству сырья и т.д.;
расслаивание по машинам и оборудованию – по новому и старому оборудованию, марке, конструкции, выпускающей фирме и т.д.;
расслаивание по способу производства – по температуре, технологическому приёму, месту производства и т.д.;
расслаивание по измерению – по месту измерения, типу измерительных средств или их точности и т.д.
В результате расслаивания обязательно должны соблюдатьсяследующие два условия.
1) Различия между значениями случайной величины внутри слоя (дисперсия) должны быть как можно меньше по сравнению с различием её значений в нерасслоённой исходной совокупности.
2) Различие между слоями (различия между средними значениями случайных величин слоёв) должно быть как можно больше.
При контроле качества изготовления продукции часто на практике возникает задача выявления предполагаемого источника ухудшения качества выпускаемой продукции; такую информацию возможно получить путём расслаивания дисперсии с помощью дисперсионного ана-лиза.
2.1.5 Диаграмма Исикавы
Диаграмма Исикавы (причинно-следственная диаграмма) позволяет формализовать и структурировать причины возникновения того или иного события, например, – появления несоответствия, а также устанавливать причинно-следственные связи.
Все возможные причины классифицируются по принципу 5М:
1. Man (Человек) – причины, связанные с человеческим фактором;
2. Machines (Машины, оборудование) – причины, связанные с оборудованием;
3. Materials (Материалы) – причины, связанные с материалами;
4. Methods (Методы) – причины, связанные с технологией работы, с организацией процессов;
5. Measurements (Измерения) – причины, связанные с методами измерения.
Исследуемое событие изображается в правой части схемы, символизируя корень древовидной диаграммы, которая строится справа от обозначения события. Горизонтально, от корня диаграммы до левого края листа, наносится центральная ось диаграммы, похожая на ствол дерева.
К центральной оси диаграммы Исикавы примыкают пять ветвей, каждая из которых соответствует своему классу причин, или своему М.
Далее, на каждой ветви отдельно, как на оси, строятся дополнительные веточки, каждая из которых представляет отдельную причину в своем классе. К каждой такой веточке, в свою очередь, подводятся побеги-причины более высокого уровня, детализирующие ее. Продолжая таким образом, мы получаем разветвленное дерево, связывающее причины наступления того или иного события, находящиеся на разном уровне детализации. Таким образом, мы можем установить причинно-следственную связь между частными отклонениями от нормы (первичными причинами) и их влиянием на вероятность наступления конкретного события.
Для эффективности применения данного метода и достоверности полученных результатов построение диаграммы Исикава должны выполнять профессионалы.
Из-за своей структуры диаграмма Исикавы также носит название «рыбья кость» (рисунок 15).

Рисунок 15 – Диаграммы Исикавы
2.1.6 Диаграмма Парето
Диаграмма Парето, или ABC-анализ, позволяет выявить основные причины, оказывающие наибольшее влияние на возникновение той
или иной ситуации. Принцип Парето гласит, что 20 % причин порождает 80 % следствий. Другими словами, из всех возможных причин всего лишь 20% являются особенно значимыми, так как они влияют на результаты, которые составляют 80 % от всего количества.
Принцип Парето еще носит название Правило 20-80. Этот принцип назван так в честь итальянского экономиста Вильфредо Парето, который в конце XIX века обратил внимание на тот факт, что 80 % итальянского капитала сосредоточено в руках 20 % населения Италии. Позднее справедливость этого правила была подтверждена наблюдениями и последующими подсчетами результатов в различных отраслях жизни. Так, устранение 20 % из общего числа возникающих несоответствий отвлекает на себя 80 % от общей суммы затрат на устранение всех возможных несоответствий; для компании-поставщика 20 % из общего числа заказчиков формируют 80 % прибыли и т.д. Таким образом, сосредоточив свое воздействие на 20 % причин, мы оказываем влияние на 80 % последствий. Следующие 30 % причин порождают, как ни странно, только 15 % следствий и, наконец, оставшиеся 50 % влияют всего лишь на 5 % следствий. Таким образом, мы можем
распределять свое внимание и воздействие, исходя из значимости и эффективности результатов.
Например, если взять произвольный текст и посчитать, сколько раз в нем встречается каждая буква, то с большой долей вероятности окажется, что буквы, составляющие 20 % алфавита, образуют около
80 % всего текста.
Пример диаграммы Парето приведён на рисунке 16.

Рисунок 16 – Диаграмма Парето
2.1.7 Диаграмма корреляции
Диаграмма корреляции (диаграмма рассеивания) – графическое отображение отношения между переменными величинами, связанными между собой. Эта диаграмма призвана обнаружить принцип, по которому изменяется условно зависимая переменная величина при изменении значения независимой переменной.
Например, на рисунке 17 показано, как изменяется объем продажи газированных напитков при изменении погодных условий. Налицо сильная положительная корреляция.

ных напит-ков, шт.
Рисунок 17 – Диаграмма рассеивания
2.1.8 Контрольные карты
Применение контрольных карт используется в планировании, конструировании, определении изменений процесса, а также измерении эффекта определенного внешнего вмешательства или действия (рисунок 18).
Кроме того, анализ временных рядов по контрольным картам полезен для сравнения получаемых результатов в случае проведения улучшений и изменений.

Рисунок 18 – Контрольные карты
Контрольная карта – это график с ограничительными линиями, показывающими приемлемый предел качественного производства. Он очень помогает для обнаружения ненормальных ситуаций в стандартных производственных процессах.
Контрольные карты – специальный вид диаграммы, впервые предложенный Шухартом в 1925 г. Они имеют вид, представленный на рисунке 18. Контрольные карты используются для отображения во времени (слева направо) наблюдаемого результата или состояния процесса относительно среднего уровня или между верхним и нижним пределами.
Типы контрольных карт
Существует два типа контрольных карт: один предназначен для контроля параметров качества, значения которых являются количественными данными параметра качества (значения размеров, масса, электрические и механические параметры и т.п.), а второй – для контроля параметров качества, представляющих собой дискретные случайные величины и значения, которые являются качественными данными (годен – не годен, соответствует – не соответствует, дефектное – бездефектное изделие и т. п.) (рисунок 19).

Рисунок 19 – Порядок выбора типа контрольной карты
(n – объём выборки)
Контрольные карты по качественным признакам
В карте для доли дефектных изделий (p -карта) подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки переменный.
В карте для числа дефектных изделий (np -карта) подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки постоянный.
В карте для числа дефектов в выборке (с -карта) подсчитывается число дефектов в выборке.
В карте для числа дефектов на одно изделие (u -карта) подсчитывается число дефектов на одно изделие в выборке.
Контрольные карты по количественным признакам
Контрольные карты по количественным признакам – это, как правило, сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я – разброса процесса. Разброс может вычисляться на основе размаха процесса R (разницы между наибольшим и наименьшим значением), контрольных карт, а именно, контрольные карты:
– средних арифметических и размахов (х – R );
– медиан и размахов (Ме – R );
– индивидуальных значений (х );
– доли дефектной продукции (р );
– числа дефективных единиц продукции (рn );
– числа дефектов (c );
– числа дефектов на единицу продукции (u ).
В любом производственном процессе всегда имеют место изменения, или вариации, проявляющиеся в отклонении от номинальных значений каких-то параметров, характеризующих этот процесс. Под стабильностью в статистическом смысле понимают процесс, когда среднее значение наблюдаемого параметра со временем не отклоняется от номинального значения, а величина разброса параметра укладывается в заданный интервал. Однако вариации могут вызываться и причинами неслучайного характера. К подобным причинам можно отнести, например, неправильную настройку станка, его износ, неправильное выполнение оператора рабочих инструкций из-за усталости или недомогания, ошибки компьютера и т.п. При наличии таких причин производственный процесс выходит из-под статистического контроля.
Основная цель контрольных карт – быстро обнаружить неслучайные изменения производственного процесса, с тем чтобы выявить причину изменения и внести необходимые корректировки в процесс, прежде чем будет выпущено большое количество некачественной продукции. Кроме того, контрольные карты позволяют оценить параметры, характеризующие качество и потенциальные возможности процесса.
Таким образом, если процесс статистически контролируем, то почти все значения наблюдаемого параметра (П) укладываются в ограниченную зону. При этом никаких корректирующих действий не требуется. Попадание значений наблюдаемого параметра за пределы допустимой зоны свидетельствует о том, что процесс стал статистически неконтролируемым. Следует отметить, что возможны ситуации, когда значения контролируемого параметра укладываются в допустимую зону, но все десять последних точек попали в область ниже центральной линии (рисунок 20). В этом случае нарушился фактор «случайности» и появился фактор «закономерности», т.е. процесс стал статистически не контролируемым.

Рисунок 20 – Примеры появления фактора закономерности
на контрольной карте
В процессе изготовления изделие подвержено комплексному влиянию названных причин.
Для оценки качества изделия, т.е. степени соответствия его параметров (характеристик) требуемым значениям, назначаются допустимые области изменения этих характеристик, при этом с учетом перечисленных выше причин возможные отклонения объединяются в две группы: случайные и систематические.
Случайные отклонения
обусловливаются самим процессом производства и в основном неустранимы. Возникают они вследствие комплексного взаимодействия разных причин, таких как вибрация, биение подшипников и влияют, как правило, на разбросы контролируемых
характеристик.
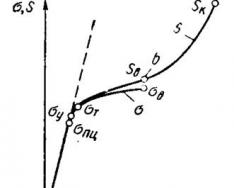
На рисунке 21а изображены два графика плотности распределения признака качества х для двух способов изготовления одного и того же изделия. Распределение является нормальным и имеет при обоих способах изготовления одно и то же математическое ожидание m х , то есть значения признака качества в обоих случаях совпадают в среднем. Оба способа различаются только степенью рассеяния. Если требуется, чтобы значения признаков качества лежали внутри допустимой области со средним значением m х в диапазоне [a , b ], то при втором способе изготовления возможен больший процент брака (на рисунке вероятность его появления показана штриховкой).
Систематические отклонения
обусловливаются такими причинами, как износ инструмента, смена партии исходного сырья, новая рабочая смена. Систематические причины приводят к смещению центра рассеяния контролируемой характеристики, как это показано на
рисунке 21б. Появление систематических отклонений также приводит к увеличению брака, однако причины таких отклонений могут быть выявлены и устранены.

а – случайные; б – систематические
Рисунок 21 – Виды отклонений
Функциональным назначением производственного контроля качества является оценка соответствия изготавливаемой продукции требуемым характеристикам путем сравнения характеристик изготовленной продукции с допусками на эти характеристики, заданными в документации на изготовление этой продукции, и выявление причин отклоне-ний.
Различают три вида производственного контроля качества: входной контроль материалов, сырья и комплектующих, контроль производственного процесса и контроль изготовленной продукции.
Входной контроль обеспечивает качество исходного сырья и материалов.
Контроль производственного процесса – это совокупность всех контрольных операций, проводимых во время процесса изготовления и позволяющих на основании информации о состоянии процесса управлять им так, чтобы признак качества производимых изделий оставался в рамках заданных допусков.
Контроль готовой продукции является приемочным контролем, который должен обеспечить долю годных изделий в поставляемой продукции не ниже уровня, заданного заказчиком.
Таким образом, контроль производства обеспечивает качество изготавливаемых изделий, а приемочный контроль – качество поставляемых заказчику изделий.
Поскольку любой контроль требует определенных стоимостных затрат, то изготовитель при разработке системы управления качеством должен правильно соотнести объемы этих двух видов контроля, оптимизируя функцию суммарных затрат на контроль с учетом стоимости рисков как поставщика, так и заказчика.
Контроль качества может проводиться как по количественным, так и по качественным признакам.
Количественные признаки
Многие характеристики, определяющие качество изделия, можно измерить. К таким характеристикам относятся, например, диаметр снаряда, прочность на разрыв нити, химический состав стали и др. Обычно количественные признаки изделия являются непрерывными случайными величинами. Часто это распределение является нормальным или логарифмически нормальным. Иногда количественные признаки бывают дискретными случайными величинами. Примерами могут служить число ниток в куске материи или число дефектов на поверхности метал-лического диска. Если производственный процесс контролируется,
то распределение дефектных дисков может подчиняться закону
Пуассона.
Качественные признаки
Обычно изделие классифицируется либо как годное (хорошее), либо как негодное (дефектное, брак). Например зажигалка, которая не загорается, является дефектной. Иногда дефекты распределяются на значительные и незначительные. Так отсутствие винта в лодочном моторе является значительным дефектом и приводит к забраковке мотора, тогда как царапины на окраске мотора будут отнесены к незначительным дефектам.
Контроль изделий по количественным признакам позволяет также классифицировать изделия и качественно: «годен – не годен». В случае приемочного контроля изделий по результатам выборочной оценки для описания распределения качественных признаков используются часто такие виды распределений, как биномиальное, геометрическое, гипергеометрическое.
В процессе изготовления изделия существует множество факторов, оказывающих влияние на его показатели качества. Оценивая производственный процесс с точки зрения изменения качества, можно рассматривать его как некую совокупность причин изменчивости. Эти причины и приводят к появлению, как бездефектных изделий, так и дефектных. Если деталь соответствует чертежу (стандарту) она бездефектна, если нет, то – дефектна. Сплошной контроль качества изделий в массовом производстве: во-первых, не обеспечивает гарантию 100% качества, а во-вторых, является очень затратным.
Применение статистических методов – весьма действенный путь разработки новой технологии и контроля качества производственных процессов. Многие ведущие фирмы активно используют статистические методы и считают целесообразным тратить до 100 часов в год на обучение сотрудников этим методам.
Статистические методы управления качеством – это философия, политика, система, методология, а также технические средства управления качеством на основе измерений, анализа, испытаний, контроля, данных по эксплуатации, экспертных оценок и любой другой информации, позволяющей принимать, достоверные, обоснованные, доказательные решения. Информация должна быть своевременной, объективной и достоверной.
Массовое применение получили следующие статистические методы:
1. Контрольные листки;
2. Графики и диаграммы на плоскости;
3. Диаграмма Парето;
4. Расслоение (стратификация), диаграммы разброса (рассеяния);
5. Диаграмма Исикавы («рыбья кость»);
6. Гистограммы;
7. Контрольные карты (Шухарта).
Широкое внедрение в практику работы российских предприятийсеми простых японских методов – необходимое условие быстрого прогресса в производстве качественной продукции. Этот шаг не требует значительных затрат, если только не считать организации широкомасштабного обучения рабочих и специалистов статистическим методам и внедрения их в производство. Обучение и организация производства плюс система стимулирования за качество – вот ключевые моменты российского качества.
1. Необходимо четко определить источник данных (где собираются данные: рабочее место, станок, рабочий; кто собирает данные: контролер, рабочий; периодичность сбора данных: каждая 5-я деталь, 1-я смена, каждый час и т.п.; материал, из которого изготавливают детали: марка, партия; и т.д.
2. Необходимо подобрать метод измерения, приборы и контрольные приспособления. Очевидно, что средства измерения и контрольные приспособления должны быть аттестованы (поверены), а персонал должен быть обучен.
3. Необходимо определить перечень всех характеристик, которые подлежат измерению.
4. Необходимо разработать простую и удобную для дальнейшей обработки данных форму их регистрации. Рекомендуется использовать количественные данные.
Контрольные листки
Контрольный листок – это бумажный бланк, на котором заранее напечатаны контролируемые параметры и форма, куда необходимо заносить параметры. Это делается для того, чтобы можно было легко и точно записывать данные измерений.
При необходимости на контрольном листке может быть приведен эскиз детали или схема, на которых делаются пометки, показывающие местонахождение дефектов (например: контрольный листок локализации дефектов).
На контрольном листке обязательно должна быть следующая информация:
Наименование и обозначение детали, номер партии (заказа), из которой взяты детали, общее количество проверенных деталей;
Обозначение техпроцесса, производственная операция;
Номер цеха, участка, где изготавливались детали;
Марка станка и его заводской номер;
Марка материала, из которого изготавливались детали;
Дата и время изготовления деталей, рабочая смена;
Фамилии рабочих, изготовивших детали и их квалификация;
Фамилия, работника, проводившего измерения и заполнение формы и его квалификация;
Информация о методике и средствах измерения (марка измерительного прибора, заводской номер, контрольное приспособление и т.п.)
Графики и диаграммы на плоскости
Наиболее распространенными средствами наглядного представления количественных данных являются графики и диаграммы.
С их помощью можно объединять большие объемы информации, используя при этом небольшие участки бумаги, и сообщать результаты анализа определенной комплексной проблемы наглядно, сжато и ясно.
Примерами могут служить:
Столбчатые диаграммы;
Круговые диаграммы.
Диаграмма Парето
Причины изменений качества бесчисленны, а их воздействие на качество различно. Все возможные причины можно разделить на две группы:
- «немногочисленные существенно важные», которые оказывают существенное воздействие на качество;
- «многочисленные несущественные», охватывающие большое количество причин, но незначительно воздействующие на качество.
Очевидно, что при проведении анализа причин появления дефектов необходимо найти существенно важные причины, вызывающие появление дефектов, выделить и устранить их.
Массивы различных данных трудно анализировать, пока они не представлены в наглядной и понятной форме.
Анализ Парето- это метод классификации причин возникновения дефектов на «немногочисленные существенно важные» и «многочисленные несущественные». В большинстве случаев подавляющее число дефектов и связанных с ними потерь возникает из-за относительно небольшого количества причин.
Анализ Парето ранжирует отдельные области по значимости или важности и дает возможность выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
Схема, построенная на основе группирования по дискретным признакам, ранжированная в порядке убывания (например, по частоте появления) и показывающая кумулятивную (накопленную) частоту, называется диаграммой Парето (рис. 3).
Рис. 3 Пример диаграммы Парето
1 – ошибки в процессе производства; 2 – некачественное сырье;
3 – некачественные орудия труда; 4 – некачественные шаблоны;
5 – некачественные чертежи; 6 – прочее;
А – относительная кумулятивная (накопленная) частота, %;
n – число бракованных единиц продукции.
Приведенная диаграмма построена на основе группирования бракованной продукции по видам брака и расположения в порядке убывания числа единиц бракованной продукции каждого вида. Она позволяет произвести сравнение ранжированных факторов, определяющих проблемы качества.
Диаграмму Парето можно использовать очень широко. С ее помощью можно оценить эффективность принятых мер по улучшению качества продукции, построив ее до и после внесения изменений.
Анализ Парето- представляет собой один из инструментов для идентификации и концентрации внимания на немногочисленных жизненно важных факторах, влияющих на качество (иллюстрируется диаграммой Парето).
Расслоение (стратификация)
Распределение полученных данных на отдельные группы (слои) по определенному признаку в зависимости от выбранного фактора называется расслоением или стратификацией.
В качестве стратифицирующего фактора могут быть выбраны любые параметры, определяющие особенности условий возникновения и получения данных.
Расслоение можно осуществить:
По исполнителям (по полу, стажу работы, квалификации и т.д.);
- по машинам и оборудованию (по новому или старому, марке, типу и т.д.);
- по материалу (по месту производства, партии, виду, качеству сырья и т.д.);
- по способу производства (по температуре, технологическому приему и т.д.).
В торговле может быть осуществлено расслоение по районам, фирмам, продавцам, видам товара, сезонам и т.п.
Расслоение помогает выяснить причину появления дефекта, если обнаруживается разница в данных между слоями.
При подготовке к сбору данных по какой либо проблеме необходимо тщательно продумать разделение данных на группы при их занесении в форму.
Диаграмма разброса (рассеяния) применяется для выявления зависимости (корреляции) одних показателей от других или для определения степени корреляции между n парами данных для переменных x и y:
(x 1 ,y 1), (x 2 ,y 2), ..., (x n , y n).
Эти данные наносятся на график (диаграмму разброса), и для них вычисляется коэффициент корреляции по формуле
 ,
,
 ,
,
 ,
,
Ковариация;
Стандартные отклонения случайных переменных x и у;
n – размер выборки (количество пар данных – х i и у i );
и – среднеарифметические значения х i и у i cоответственно.
Рассмотрим различные варианты диаграмм разброса (или полей корреляции) на рис. 4.

Рис. 4 Варианты диаграмм разброса.
В случае:
а ) можно говорить о положительной корреляции (с ростом x увеличивается y );
б ) проявляется отрицательная корреляция (с ростом x уменьшается y );
в ) при росте x y может как расти, так и уменьшаться, говорят об отсутствии корреляции. Но это не означает, что между ними нет зависимости, между ними нет линейной зависимости. Очевидная нелинейная (экспоненциальная) зависимость представлена и на диаграмме разброса г ).
Коэффициент корреляции всегда принимает значения в интервале , т.е. при r>0 – положительная корреляция, при r=0 – нет корреляции, при r <0 – отрицательная корреляция.
Для тех же n пар данных (x 1 ,y 1 ), (x 2 ,y 2 ), ..., (x n , y n ) можно установить зависимость между x и y . Формула, выражающая эту зависимость, называется уравнением регрессии (или линией регрессии), и ее представляют в общем виде функцией
у = а + bх.
Для определения линии регрессии (рис.5) необходимо статистически оценить коэффициент регрессии b и постоянную a . Для этого должны быть выполнены следующие условия:
1) линия регрессии должна проходить через точки (x,y ) средних значений x и y .2) сумма квадратов отклонений от линии регрессии значений y по всем точкам должна быть наименьшей.
3) для расчета коэффициентов а и b используются формулы

 .
.
Т.е. уравнением регрессии можно аппроксимировать реальные данные.

Рис. 5 Пример линии регрессии.
Статистические методы исследования являются важнейшим элементом управления качеством на промышленном предприятии.
Применение этих методов позволяет реализовать на предприятии важный принцип функционирования систем менеджмента качества в соответствии с МС ИСО серии 9000 - «принятие решений, основанное на свидетельствах».
Чтобы получить четкую и объективную картину производственной деятельности, необходимо создать надежную систему сбора данных, для анализа которых используются семь так называемых статистических методов или инструментов контроля качества . Рассмотрим подробно эти методы.
Расслаивание (стратификация) применяется для выяснения причин разброса характеристик изделий. Сущность метода заключается в разделении (расслоении) полученных данных на группы в зависимости от различных факторов. При этом определяется влияние того или иного фактора на характеристики изделия, что позволяет принять необходимые меры для устранения их недопустимого разброса и повышения качества продукции.
Группы именуют слоями (стратами), а сам процесс разделения - расслаиванием (стратификацией). Желательно, чтобы различия внутри слоя были как можно меньше, а между слоями - как можно больше.
Применяют различные способы расслаивания. В производстве часто используется способ, называемый «4М... 6М».
Прием «4М... 6М» - определяет основные группы факторов, которые оказывают влияние практически на любой процесс.
- 1. Man (человек) - квалификация, стаж работы, возраст, пол и т.д.
- 2. Machine (машина, оборудование) - вид, марка, конструкция и т.д.
- 3. Material (материал) - сорт, партия, фирма-поставщик и т.д.
- 4. Method (метод, технология) - температурный режим, смена, цех и т.д.
- 5. Measurement (измерения, контроль) - тип измерительных приборов, метод измерения, класс точности прибора и т.д.
- 6. Media (окружающая среда) - температура, влажность воздуха, электрические и магнитные поля и т.д.
Метод расслаивания в чистом виде применяется при расчете стоимости изделия, когда требуется оценка прямых и косвенных расходов отдельно по изделиям и партиям, при оценке прибыли от продажи изделий отдельно по клиентам и по изделиям и т.д. Расслаивание также используется в случае применения других статистических методов: при построении причинно-следственных диаграмм, диаграмм Парето, гистограмм и контрольных карт.
В качестве примера на рис. 8.9 показан анализ источников возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории - по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных данных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае «поставщик 2», «оператор 1», «смена 1» и «оборудование 2».
Рис. 8.9.
Графики используются для визуального (наглядного) представления табличных данных, что упрощает их восприятие и анализ.
Обычно графики применяются на начальном этапе количественного анализа данных. Также они широко используются для анализа результатов исследований, проверки зависимостей между переменными, прогнозирования тенденции изменения состояния анализируемого объекта.
Различают следующие виды графиков.
График в виде ломаной линии. Применяется для отображения изменения состояния показателя с течением времени, рис. 8.10.
Методика построения:
- горизонтальную ось разделите на интервалы времени, в течение которых производилось измерение показателя;
- выберите масштаб и отображаемый диапазон значений показателя так, чтобы все значения исследуемого показателя за рассматриваемый период времени входили в выбранный диапазон.
На вертикальную ось нанесите шкалу значений в соответствии с выбранным масштабом и диапазоном;
- нанесите точки фактических данных на график. Положение точки соответствует: по горизонтали - интервалу времени, в которое получено значение исследуемого показателя, по вертикали - значению полученного показателя;
- соедините полученные точки отрезками прямых.

Рис. 8.10.
Столбчатый график. Представляет собой последовательность значений в виде столбиков, рис. 8.11.

Рис. 8.11.
Методика построения:
- постройте горизонтальную и вертикальную оси;
- горизонтальную ось разделите на интервалы в соответствии с числом контролируемых факторов (признаков);
- выберите масштаб и отображаемый диапазон значений показателя так, чтобы все значения исследуемого показателя за рассматриваемый период времени входили в выбранный диапазон. На вертикальную ось нанесите шкалу значений в соответствии с выбранным масштабом и диапазоном;
- для каждого фактора постройте столбик, высота которого равна полученной величине исследуемого показателя для этого фактора. Ширина столбиков должна быть одинаковой.
Круговой (кольцевой) график. Применяется для отображения соотношения между составляющими показателя и самим показателем, а также составляющих показателя между собой, рис. 8.12.

Рис. 8.12.
- пересчитайте составляющие показателя в процентные доли от самого показателя. Для этого величину каждой составляющей показателя разделите на величину самого показателя и умножьте на 100. Величина показателя может быть вычислена как сумма значений всех составляющих показателя;
- рассчитайте угловой размер сектора для каждой составляющей показателя. Для этого умножьте процентную долю составляющей на 3,6 (100% - 360° окружности);
- начертите круг. Он будет обозначать рассматриваемый показатель;
- от центра круга до его края проводите прямую (другими словами - радиус). Используя эту прямую (с помощью транспортира) отложите угловой размер и начертите сектор для составляющей показателя. Вторая прямая, ограничивающая сектор служит основой для откладывания углового размера сектора следующей составляющей. Так продолжайте до тех пор, пока не начертите все составляющие показателя;
- проставьте название составляющих показателя и их доли в процентах. Сектора необходимо обозначить различными цветами или штриховкой, чтобы они четко различались между собой.
Ленточный график. Ленточный график, как и круговой, используется для наглядного отображения соотношения между составляющими какого-либо показателя, но в отличие от кругового, он позволяет показать изменения между этими составляющими с течением времени (рис. 8.13).

Рис. 8.13.
- постройте горизонтальную и вертикальную оси;
- на горизонтальную ось нанесите шкалу с интервалами (делениями) от 0 до 100%;
- вертикальную ось разделите на интервалы времени, в течение которых производилось измерение показателя. Рекомендуется откладывать интервалы времени сверху вниз, так как человеку легче воспринять изменение информации именно в этом направлении;
- для каждого интервала времени постройте ленту (полоска, шириной от 0 до 100%), которая обозначает рассматриваемый показатель. При построении оставьте небольшое пространство между лентами;
- составляющие показателя пересчитайте в процентные доли от самого показателя. Для этого величину каждой составляющей показателя разделите на величину самого показателя и умножьте на 100. Величина показателя может быть вычислена как сумма значений всех составляющих показателя;
- разделите ленты графика на зоны таким образом, чтобы ширина зон соответствовала размеру процентной доли составляющих показателя;
- соедините границы зон каждой составляющей показателя всех лент между собой отрезками прямых;
- нанесите название каждой составляющей показателя и ее доли в процентах на график. Обозначьте зоны различными цветами или штриховкой, чтобы они четко различались между собой.
Z-образный график. Применяется для определения тенденции изменения фактических данных, регистрируемых за определенный период времени или для выражения условий достижения намеченных значений, рис. 8.14.

Рис. 8.14.
Методика построения:
- постройте горизонтальную и вертикальную оси;
- горизонтальную ось разделите на 12 месяцев исследуемого года;
- выберете масштаб и отображаемый диапазон значений показателя так, чтобы все значения исследуемого показателя за рассматриваемый период времени входили в выбранный диапазон. В связи с тем, что Z-образный график состоит из трех графиков в виде ломаной линии, значения для которых еще нужно высчитывать, возьмите диапазон с запасом. На вертикальную ось нанесите шкалу значений в соответствии с выбранным масштабом и диапазоном;
- отложите значения исследуемого показателя (фактические данные) по месяцам за период одного года (с января по декабрь) и соедините их отрезками прямой. В результате получается график, образуемый ломаной линией;
- постройте график рассматриваемого показателя с накоплением по месяцам (в январе точка графика соответствует значению рассматриваемого показателя за январь, в феврале точка графика соответствует сумме значений показателя за январь и февраль и т.д.; в декабре значение графика будет соответствовать сумме значений показателя за все 12 месяцев - с января по декабрь текущего года). Построенные точки графика соедините отрезками прямых;
- постройте график меняющегося итога рассматриваемого показателя (в январе точка графика соответствует сумме значений показателя с февраля предыдущего года по январь текущего года, в феврале точка графика соответствует сумме значений показателя с марта предыдущего года по февраль текущего года и т.д.; в ноябре точка графика соответствует сумме значений показателя с декабря предыдущего года по ноябрь текущего года и в декабре точка графика соответствует сумме значений показателя с января текущего года по декабрь текущего года, т.е. меняющийся итог представляет собой сумму значений показателя за год, предшествующий рассматриваемому месяцу). Построенные точки графика также соедините отрезками прямых.
Свое название Z-образный график получил в связи с тем, что составляющие его три графика имеют вид буквы Z.
По меняющемуся итогу можно оценить тенденцию изменения исследуемого показателя за длительный период. Если вместо меняющегося итога нанести на график планируемые значения, то с помощью Z-графика можно определить условия для достижения заданных значений.
Диаграмма Парето - инструмент, позволяющий разделить факторы, влияющие на возникшую проблему, на важные и несущественные для распределения усилий по ее решению, рис. 8.15.

Рис. 8.15.
Сама диаграмма является разновидностью столбчатого графика с кумулятивной кривой, в которой факторы распределены в порядке уменьшения значимости (силы влияния на объект анализа). В основе диаграммы Парето лежит принцип 80/20, согласно которому 20% причин приводят к 80% проблем, поэтому целью построения диаграммы является выявление этих причин для концентрации усилий по их устранению.
Методика построения заключается в следующих действиях:
- определите проблему для исследования, выполните сбор данных (влияющих факторов) для анализа;
- распределите факторы в порядке убывания коэффициента значимости. Вычислите итоговую сумму значимости факторов путем арифметического сложения коэффициентов значимости всех рассматриваемых факторов;
- начертите горизонтальную ось. Проведите две вертикальные оси: на левой и правой границе горизонтальной оси;
- горизонтальную ось разделите на интервалы в соответствии с количеством контролируемых факторов (групп факторов);
- левую вертикальную ось разбейте на интервалы от 0 до числа, соответствующего итоговой сумме значимости факторов;
- правую вертикальную ось разбейте на интервалы от 0 до 100%. При этом отметка 100% должна лежать на такой же высоте, что и итоговая сумма значимости факторов;
- для каждого фактора (группы факторов) постройте столбик, высота которого равна коэффициенту значимости для этого фактора. При этом факторы (группы факторов) располагаются в порядке уменьшения их значимости, а группа «прочие» помещается последней, независимо от ее коэффициента значимости;
- постройте кумулятивную кривую. Для этого нанесите на диаграмму точки накопленных сумм для каждого интервала. Положение точки соответствует: по горизонтали - правой границе интервала, по вертикали - величине суммы коэффициентов значений факторов (групп факторов), лежащих левее рассматриваемой границы интервала. Соедините полученные точки отрезками прямых;
- на уровне 80% итоговой суммы проведите горизонтальную линию от правой оси диаграммы до кумулятивной кривой. Из точки пересечения опустите перпендикуляр на горизонтальную ось. Этот перпендикуляр разделяет факторы (группы факторов) на значимые (располагаются слева) и незначительные (располагаются справа);
- определение (выписка) значимых факторов для принятия первоочередных мер.
Причинно-следственная диаграмма используется, когда требуется исследовать и изобразить возможные причины определенной проблемы. Ее применение позволяет выявить и сгруппировать условия и факторы, влияющие на данную проблему.
Рассмотрим форму причинно-следственной диаграммы, рис. 8.16 (она называется еще «рыбий скелет» или диаграмма Исикавы).
На рисунке 8.17 приведен пример причинно-следственной диаграммы факторов, влияющих на качество токарной обработки.

Рис. 8.16.
- 1 - факторы (причины); 2 - большая «кость»;
- 3 - малая «кость»; 4 - средняя «кость»; 5 - «хребет»; 6 - характеристика (результат)

Рис. 8.17.
Методика построения:
- выберите показатель качества для улучшения (анализа). Запишите его в середине правого края чистого листа бумаги;
- через центр листа проведите прямую горизонтальную линию («хребет» диаграммы);
- равномерно распределите по верхнему и нижнему краю листа и запишите главные факторы;
- проведите стрелки («большие кости») от названий главных факторов к «хребту» диаграммы. На диаграмме для выделения показателя качества и главных факторов рекомендуется заключить их в рамку;
- определите и запишите факторы второго порядка рядом с «большими костями» факторов первого порядка, на которые они влияют;
- соедините стрелками («средние кости») названия факторов второго порядка с «большими костями»;
- определите и запишите факторы третьего порядка рядом со «средними костями» факторов второго порядка, на которые они оказывают влияние;
- соедините стрелками («малые кости») названия факторов третьего порядка со «средними костями»;
- для определения факторов второго, третьего и т.д. порядков используйте метод «мозгового штурма»;
- составьте план дальнейших действий.
(таблица накопленных частот) - инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации, рис. 8.18.
На основании контрольного листка строится гистограмма (рис. 8.19) или при большом количестве измерений кривая распределения плотности вероятностей (рис. 8.20).
Гистограмма представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте появления за определенный период времени.
При исследовании гистограммы или кривых распределения можно выяснить, в удовлетворительном ли состоянии находятся партия изделий и технологический процесс. Рассматривают следующие вопросы:
- какова ширина распределения по отношению к ширине допуска;
- каков центр распределения по отношению к центру поля допуска;
- какова форма распределения.

Рис. 8.18.

Рис. 8.19.

Рис. 8.20. Виды кривых распределения плотности вероятностей (LSL, USL - нижняя и верхняя границы поля допуска)
В случае (рис. 8.20), если:
- а) форма распределения симметрична, имеется запас по полю допуска, центр распределения и центр поля допуска совпадают - качество партии в удовлетворительном состоянии;
- б) центр распределения смещен вправо, есть опасение, что среди изделий (в остальной части партии) могут находиться дефектные изделия, выходящие за верхний предел допуска. Проверяют, нет ли систематической ошибки в измерительных приборах. Если нет, то продолжают выпускать продукцию, отрегулировав операцию и сместив размеры так, чтобы центр распределения и центр поля допуска совпадали;
- в) центр распределения расположен правильно, однако ширина распределения совпадает с шириной поля допуска. Есть опасения, что при рассмотрении всей партии появятся дефектные изделия. Необходимо исследовать точность оборудования, условия обработки и т.д., либо расширить поле допуска;
- г) центр распределения смешен, что свидетельствует о присутствии дефектных изделий. Необходимо путем регулировки переместить центр распределения в центр поля допуска и либо сузить ширину распределения, либо пересмотреть допуск;
- д) центр распределения расположен правильно, однако ширина распределения значительно превышает ширину поля допуска. В этом случае необходимо либо рассмотреть возможность изменения технологического процесса с целью уменьшения ширины гистограммы (например, увеличение точности оборудования, использование более качественных материалов, изменение условий обработки изделий и т.д.) либо расширить поле допуска, так как требования к качеству деталей в данном случае трудновыполнимы;
- е) в распределении два пика, хотя образцы взяты из одной партии. Объясняется это либо тем, что сырье было двух разных сортов, либо в процессе работы была изменена настройка станка, либо в одну партию соединили изделия, обработанные на двух разных станках. В этом случае следует производить обследование послойно, разбить распределение на две гистограммы и проанализировать их;
- ж) и ширина, и центр распределения - в норме, однако незначительная часть изделий выходит за верхний предел допуска и, отделяясь, образует обособленный островок. Возможно, эти изделия - часть дефектных, которые вследствие небрежности были перемешаны с доброкачественными в общем потоке технологического процесса. Необходимо выяснить причину и устранить ее;
- з) необходимо понять причины такого распределения; «обрывистый» левый край, говорит о каких-то действиях в отношении партий деталей;
- и) аналогично предыдущему.
Диаграмма разброса (рассеяния). Применяется в производстве и на различных стадиях жизненного цикла продукции для выяснения зависимости между показателями качества и основными факторами производства.
Диаграмма разброса - инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных. Эти две переменные могут относиться:
- к характеристике качества и влияющему на нее фактору;
- двум различным характеристикам качества;
- двум факторам, влияющим на одну характеристику качества.
Сама диаграмма представляет собой множество (совокупность) точек, координаты которых равны значениям параметров хну.
Эти данные наносятся на график (диаграмму разброса) (рис. 8.21), и для них вычисляется коэффициент корреляции.

Рис. 8.21.
Вычисление коэффициента корреляции (он позволяет количественно определить силу линейной связи между хиу) производят по формуле

п - количество пар данных,
Зс - среднее арифметическое значение параметра х, у - среднее арифметическое значение параметра у.
Вид связи между х и у определяют, проведя анализ формы построенного графика и вычисленного коэффициента корреляции.
В случае (рис. 8.21):
- а) можно говорить о положительной корреляции (с ростом X увеличивается У);
- б) проявляется отрицательная корреляция (с ростом X уменьшается Y);
- в) при росте X величина Y может как расти, так и уменьшаться. В этом случае говорят об отсутствии корреляции. Но это не означает, что между ними нет зависимости, между ними нет линейной зависимости. Очевидная нелинейная зависимость представлена и на диаграмме разброса (рис. 8.21г).
Тип связи междух и у по значению коэффициента корреляции оценивается следующим образом: Значение г > 0 соответствует положительной корреляции, г 0 - отрицательной корреляции. Чем больше абсолютное значение /*, тем сильнее корреляция, a |r| = 1 соответствует точной линейной зависимости между парами значений наблюдаемых переменных. Чем меньше абсолютное значение г , тем слабее корреляция, а |г| = 0 свидетельствует об отсутствии корреляции. Абсолютное значение г близкое к 0 может быть также получено при определенном виде криволинейной корреляции.
Контрольная карта. Контрольные карты (контрольные карты Шу- харта) - инструмент, позволяющий отслеживать изменение показателя качества во времени для определения стабильности технологического процесса, а также корректировки процесса для предотвращения выхода показателя качества за допустимые пределы. Пример построения контрольных карт был рассмотрен в параграфе 8.1.
Один из базовых принципов управления качеством состоит в принятии решений на основе фактов. Наиболее полно это решается методом моделирования процессов, как производственных, так и управленческих инструментами математической статистики. Однако, современные статистические методы довольно сложны для восприятия и широкого практического использования без углубленной математической подготовки всех участников процесса. К 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости - совершенствовать их.
Причинно-следственная диаграмма (диаграмма Ишикавы)
Диаграмма типа 5М рассматривает такие компоненты качества, как “человек”, “машина”, “материал”, “метод”, “контроль”, а в диаграмме типа 6М к ним добавляется компонент “среда”. Применительно к решаемой задаче квалиметрического анализа, для компоненты “человек” необходимо определить факторы, связанные с удобством и безопасностью выполнения операций; для компоненты “машина” - взаимоотношения элементов конструкции анализируемого изделия между собой, связанные с выполнением данной операции; для компоненты “метод” - факторы, связанные с производительностью и точностью выполняемой операции; для компоненты “материал” - факторы, связанные с отсутствием изменений свойств материалов изделия в процессе выполнения данной операции; для компоненты “контроль” - факторы, связанные с достоверным распознаванием ошибки процесса выполнения операции; для компоненты “среда” - факторы, связанные с воздействием среды на изделие и изделия на среду.
Пример диаграммы Ишикавы
Контрольные листки
Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам.


Гистограммы
Гистограммы – один из вариантов столбчатой диаграммы, отображающий зависимость частоты попадания параметров качества изделия или процесса в определенный интервал значений от этих значений.
Гистограмма строится следующим образом:
- Определяем наибольшее значение показателя качества.
- Определяем наименьшее значение показателя качества.
- Определяем диапазон гистограммы как разницу между наибольшим и наименьшим значением.
- Определяем число интервалов гистограммы. Часто можно пользоваться
приближенной формулой:
(число интервалов) = Ц (число значений показателей качества) Например, если число показателей = 50, число интервалов гистограммы = 7.
- Определяем длину интервала гистограммы = (диапазон гистограммы) / (число интервалов).
- Разбиваем диапазон гистограммы на интервалы.
- Подсчитываем число попаданий результатов в каждый интервал.
- Определяем частоту попаданий в интервал = (число попаданий)/(общее число показателей качества)
- Строим столбчатую диаграмму
Диаграммы разброса
Диаграммы разброса представляют из себя графики вида, изображенного ниже, которые позволяют выявить корреляцию между двумя различными факторами.

Диаграмма разброса: Взаимосвязи показателей качества практически нет.

Диаграмма разброса: Имеется прямая взаимосвязь между показателями качества

Диаграмма разброса: Имеется обратная взаимосвязь между показателями качества
Анализ Парето
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.Оа. Лоренц представил графические иллюстрации.
Правило Парето - “универсальный” принцип, который применим во множестве ситуаций, и без сомнения - в решении проблем качества. Джозеф Джуран отметил “универсальное” применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
Анализ Парето как правило иллюстрируется диаграммой Парето (рис. ниже), на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат – в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении.
На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем.

Диаграмма Парето
Стратификация
В основном, стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки.
Стратификация - основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными.
На рисунке приведен пример анализа источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории – по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных донных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае «поставщик 1».

Стратификация данных.
Контрольные карты
Контрольные карты – специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г. Контрольные карты имеют вид, представленный на рис. 4.12. Они отображают характер изменения показателя качества во времени.

Общий вид контрольной карты
Контрольные карты по количественным признакам
Контрольные карты по количественным признакам - это как правило сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я - разброса процесса. Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S.
В настоящее время обычно используются x- S карты, x - R карты используются реже.
Контрольные карты по качественным признакам
Карта для доли дефектных изделий (p - карта)
В p - карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки - переменный.
Карта для числа дефектных изделий (np - карта)
В np - карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки - постоянный.
Карта для числа дефектов в выборке (с - карта)
В с - карте подсчитывается число дефектов в выборке.
Карта для числа дефектов на одно изделие (u - карта )
В u - карте подсчитывается число дефектов на одно изделие в выборке.

Бланк контрольной карты
Енвд