К атегория:
Техническое обслуживание дорожных машин
Понятия о производственном и технологическом процессах ремонта машин
Производственный процесс ремонта машин представляет собой совокупность действий, в результате которых изношенным машинам, агрегатам и узлам, поступающим в ремонт, возвращается работоспособность, утраченная ими в результате длительной эксплуатации.
Производственный процесс состоит из ряда технологических процессов ремонта и изготовления деталей, технического контроля, получения, хранения и транспортирования материалов, полуфабрикатов и готовой продукции.
Технологический процесс -это часть производственного процесса. Он является совокупностью установленных производственных операций, выполняемых с целью последовательного изменения состояния предмета производства, т. е. приведения машины, агрегата или детали в состояние, удовлетворяющее требованиям технических условий на их ремонт.
-
В качестве примеров технологических процессов можно привести разборочные и сборочные работы, восстановление деталей наплавкой, механической обработкой и др.
Условия осуществления производственного процесса зависят от заданной производственной программы ремонтного предприятия и трудоемкости ремонта, определяющих метод и организационную форму проведения ремонта машин и агрегатов.
Технологическая ремонтная операция есть часть технологического процесса, который производится над одним или несколькими совместно собираемыми или обрабатываемыми агрегатами, узлами, деталями или целой машиной на одном рабочем месте. При разборочно-сборочных работах часть операции, выполняемой над одним определенным соединением при неизменном инструменте, носит название перехода. Законченная совокупность отдельных движений рабочего в процессе выполнения работы или подготовки к ней называется приемом (часть операции).
В качестве примера операции, состоящей из двух переходов, можно привести сборку соединения вала с шариковыми подшипниками. При этом переходами являются напрессовка подшипников на вал и проверка соединения на биение, а приемами - установка на конец вала подшипника, нажатие рычага пресса и др.
Технологические процессы, операции и переходы заносят в технологические карты, составляемые при разборке процессов, а приемы в картах не отражаются, так как осуществляются различными рабочими по-разному.
Овладение профессией означает, что рабочий в совершенстве знает отдельные приемы и умеет правильно и рационально чередовать их по времени.
Производственный процесс ремонта машин - это совокупность действий людей и орудий производства, выполняемых в определенной последовательности и обеспечивающих возвращение работоспособности изношенным машинам, механизмам или деталям, утраченной ими при эксплуатации.
Производственный процесс на ремонтном предприятии охватывает все этапы ремонта машины, агрегата или детали: организационно-технические, снабженческие, технологические и др. Он относится также к подразделениям предприятия, к цеху, отделению или участку. Различают производственный процесс, например разборочно-моечного отделения (участка), механического, свароч-но-наплавочного, сборочного и др.
Технологический процесс - это часть производственного процесса, содержащая действия по последовательному изменению состояния объекта ремонта или его составных частей при восстановлении их работоспособности. Примером технологического процесса могут служить разборочные и сборочные работы, восстановление деталей наплавкой, механической обработкой, полимерными материалами и другими способами. Технологический процесс относится к детали, агрегату или машине. Он состоит из нескольких технологических операций.
Технологический процесс на ремонтных предприятиях выполняют в виде типового, маршрутного и операционного процессов, отличающихся один от другого следующими признаками.
Типовой технологический процесс разрабатывают для устранения одинаковых дефектов группы деталей с общими конструктивными признаками. Он характеризуется единством содержания и последовательности большинства технологических операций и переходов, одинаково применяемых для любой детали данной группы. Например, правка валов и осей, вибродуговая наплавка, хромирование или железнение и т. п.
Маршрутный технологический процесс выполняют по документации, в которой указана только последовательность технологических операций без содержания переходов и режимов обработки.
Операционный технологический процесс выполняют по документации, в которой операции изложены с указанием переходов и режимов обработки.
Технологическая операция - часть технологического процесса, выполняемая на одном рабочем месте.
Операция - это основная планируемая и расчетная единица на ремонтном предприятии. Она содержит следующие элементы: установ, позицию, технологический и вспомогательный переходы, рабочий и вспомогательный ходы.
Установ - это часть технологической операции, выполняемая при неизменном закреплении обрабатываемой детали, разбираемой или собираемой сборочной единицы. Например, операцию разборки масляного насоса двигателя, закрепленного в приспособлении, выполняют за один установ, но в процессе разборки масляный насос может менять свое положение в приспособлении при помощи поворотных устройств, то есть занимать в процессе разборки различные позиции.
Позиция - это фиксированное положение, занимаемое неизменно закрепленной обрабатываемой деталью или сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования.
Технологический переход - это законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или разъединяемых (соединяемых) при разборке (сборке). Например, при токарной операции обработка резцом одной поверхности или одновременная обработка несколькими резцами нескольких поверхностей при неизменном положении детали и резцов будет составлять один переход. Нарушение этого состояния изменением положения детали или резца вызывает новый переход. При раз-борочно-сборочных работах одним переходом будет часть операции, выполняемой над одним определенным соединением при неизменном инструменте. Переход может быть выполнен за один или несколько рабочих ходов. В результате технологического перехода происходит изменение формы, размеров, шероховатости поверхности детали или изменение состава и состояния сборочной единицы.
Вспомогательный переход - это законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и состояния детали или сборочной единицы, но необходимы для выполнения технологического перехода. Например, изменение установа, смена или изменение положения резца, инструмента и т. п.
Рабочий ход - это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно обрабатываемого изделия, сопровождаемого изменением состава и состояния сборочной единицы или изменением формы, размеров и шероховатости поверхности детали.
Вспомогательный ход - это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно обрабатываемого изделия, не сопровождаемого изменением состава и состояния сборочной единицы или изменением формы, размеров и шероховатости поверхности детали.
Рабочее место - это участок производственной площади, оснащенный оборудованием, необходимым для выполнения определенной операции или технологического процесса.
Качество и экономичность ремонта деталей дизеля зависят от выбора способа ремонта и правильной разработки технологического процесса.
Технологический процесс ремонта детали разрабатывают в следующей последовательности:
- выбирают способы восстановления отдельных поверхностей;
- разрабатывают общую схему технологического процесса;
- разрабатывают процессы восстановления отдельных поверхностей.
- устанавливают возможные варианты маршрутов;
- составляют общие технологические процессы ремонта детали по остальным маршрутам
Учитывая возможности восстановления изношенных поверхностей деталей различными способами, выбирают наиболее рациональные, обеспечивающие лучшее качество и меньшую стоимость. Рациональность способа ремонта детали определяют следующие факторы:
- условия работы детали;
- конструктивные особенности детали;
- материал и термическая обработка;
- характер и величина износов рабочих поверхностей;
- требования технических условий на ремонт,
- экономичность процесса;
- техническая оснащенность ремонтного предприятия.
Детали, имеющие износ более 0,3 мм, целесообразно направлять виброконтактнодуговым способом. Гладким хромом наращивают шейки валов при износе не более 0,3 мм. Детали, работающие в условиях ограниченной смазки, покрывают пористым хромом. Тонкостенные гильзы и детали сложной конфигурации не рекомендуется ремонтировать способом наплавки, так как вследствие возникающих внутренних напряжений они подвержены деформации. Кроме того, нарушается предварительная термическая обработка.
Поэтому при ремонте таких деталей выбирают способ, который не вызывает в металле структурных изменений и внутренних напряжений. Таким способом является гальваническое наращивание.
Если запас прочности и термическая обработка позволяют снять слой металла, то для восстановления геометрической формы рабочих поверхностей детали целесообразно использовать способ ремонтных размеров.
Качество ремонта детали должно удовлетворять требованиям технических условий. Износостойкость восстановленных поверхностей деталей должна быть высокая, механические свойства металла должны быть в пределах норм.
Возможные варианты способов ремонта необходимо сравнивать по экономичности. При обеспечении одинакового качества выбирают способ ремонта, который имеет меньшую себестоимость.
Кроме того, учитывают производственные возможности ремонтного предприятия, наличие станочного и специального оборудования, приспособлений и инструмента. Также учитывают возможность использования имеющейся универсальной оснастки. Для выполнения таких ответственных операций, как наплавка деталей из легированных сталей, чугуна и алюминиевых сплавов, требуется высокая квалификация специалистов-ремонтников.
Выбрав рациональные способы восстановления отдельных изношенных поверхностей, разрабатывают общую схему технологического процесса ремонта детали. Последовательность операций ремонта устанавливают с учетом иx особенностей. От правильной последовательности выполнения отдельных ремонтных операции зависит качество ремонта детали.
Для того чтобы восстановить правильное взаимное положение рабочих поверхностей, детали подвергают правке, а затем исправляют базовые поверхности.
При проверке и правке детали в приспособлении устанавливают по наиболее точным неизношенным нповерхностям.
Точность базирования и правильное закрепление детали на станке или в приспособлении оказывают влияние на точность ее обработки и продолжительность выполнения операций. Известно, что выбор и создание базы при ремонте детали является более сложной задачей, чем при изготовлении новой детали. Детали ремонтного фонда обычно имеют значительные деформации и неправильную геометрическую форму рабочих поверхностей, кроме того, нарушаются установочные базы, использованные при изготовлении детали. Целый ряд ремонтируемых деталей не имеют первоначальных установочных баз, так как их удаляют при изготовлении.
После исправления базовых поверхностей изношенные рабочие поверхности детали наращивают наплавкой, хромированием или восстанавливают другими способами. Сначала выполняют операции, для которых необходим высокий нагрев, вызывающий структурные превращения металла и деформацию детали. Такими процессами являются сварка, наплавка или термическая обработка. При необходимости после выполнения операций, вызывающих деформацию, детали подвергают вторичной правке. Затем выполняют хромирование - процесс, не вызывающий нагрева детали до высоких температур.
После наращивания отдельных рабочих поверхностей различными способами производят окончательную механическую обработку.
В процессе подробной разработки операций восстановления отдельных изношенных поверхностей деталей устанавливают переходы, необходимое оборудование, приспособления, инструмент, режимы обработки и определяют техническую норму времени. Если необходимо, то проектируют новые приспособления и инструмент. Проектирование новой оснастки должно производиться с учетом эффективности затрат на ее изготовление.
В заключение составляют маршрутные технологические процессы по группам дефектов.
Ремонт деталей может быть организован по подефектной или по маршрутной технологии.
При организации ремонта деталей по подефектной технологии на отдельных участках или цехах ремонтного предприятия ремонтные работы выполняются по технологии, составленной на каждый дефект в отдельности.
Партия деталей, подлежащих ремонту, комплектуется по наименованию, без учета однотипности дефектов и последовательности выполнения ремонтных операций. Поэтому направленная в ремонт партия деталей в процессе производства дробится на части в зависимости от характера имеющихся на деталях дефектов.
При такой организации производственного процесса ремонт детали иногда производится без соблюдения правильно установленной очередности выполнения отдельных ремонтных операций.
При подефектной технологии трудно обеспечить высокое качество и снизить себестоимость ремонта деталей, велики маршруты движения деталей по производственным участкам и цехам ремонтного предприятия. Встречаются значительные трудности в организации учета выполнения работ и проверки качества ремонта. Кроме того, затрудняется планирование производственного процесса ремонта деталей и организация ритмичного выпуска продукции.
Специальными наблюдениями и опытом работы ремонтных предприятий установлена повторяемость дефектов на деталях. Так, например, характерные и повторяющиеся дефекты кулачкового вала топливного насоса НК-10 следующие: повреждение резьбы, износ шпоночного паза, износ конусных поверхностей, износ концевых шеек, износ средних шеек и износ профиля кулачков.
Сочетание повторяемости дефектов устанавливают в результате проверки большого числа изношенных деталей.
Учитывая повторяемость дефектов, разрабатывают маршруты ремонта деталей. Следовательно, маршрут ремонта представляет собой рациональную последовательность выполнения операций для определенного повторяющегося сочетания дефектов.
Под понимают технологические процессы ремонта деталей по группам дефектов, составленные с учетом рациональной последовательности выполнения ремонтных операций. Маршрутная технология позволяет повысить качество ремонта деталей. Кроме того, улучшается организация технологического контроля в процессе производства. При маршрутной технологии снижается себестоимость ремонта деталей и повышается производительность труда, сокращается путь внутризаводской транспортировки деталей. Маршрутная технология способствует повышению дисциплины ремонтного производства, также обеспечивается ритмичность выпуска производственной продукции.
Общая характеристика производственного процесса ремонта оборудования
Производственный процесс ремонта оборудования состоит из подготовительных, основных технологических и сопутствующих процессов.
Технологические процессы ремонта, несмотря на большое разнообразие оборудования, обычно представляются в общей структуре производственного процесса в такой последовательности:
1) приемка в ремонт;
2) наружная очистка и мойка оборудования;
3) разборка оборудования на агрегаты, сборочные единицы и детали;
4) мойка сборочных единиц и деталей;
5) контроль и дефектовка деталей;
6) ремонт деталей;
7) комплектование сборочных единиц и агрегатов;
8) сборка, регулировка, обкатка и испытание агрегатов;
9) сборка, регулировка, обкатка и испытание оборудования целиком;
10) окраска оборудования;
11) сдача отремонтированного оборудования в эксплуатацию.
Степень расчлененности производственного процесса ремонта оборудования зависит от его конструкции, программы ремонта, состояния ремонтной базы предприятия и его возможностей по привлечению специализированных ремонтных предприятий.
Прием оборудования, не являясь чисто технологической операцией, имеет существенное значение в общем производственном процессе ремонта. Поэтому она должна выполняться в соответствии с официальными, согласованными техническими условиями (ТУ), заранее известными и ремонтникам и собственникам оборудования. В ТУ на ремонт излагаются все основные требования, которым должны удовлетворять оборудование, узлы, агрегаты, поступающие в ремонт: наличие технической и сопроводительной документации (паспорта, акты и др.); состояние внешнего вида; комплектность; допустимые механические и другие повреждения; состояние окраски, креплений и т. п.; наличие и отсутствие рабочих жидкостей и др.
Приемка оборудования должна оформляться соответствующим актом, подписанным представителями ремонтирующей и эксплуатирующей оборудование организаций (подразделений предприятия, если ремонт производится собственными силами).
Подготовка к ремонту оборудования начинается с контроля его технического состояния. По результатам контроля рекомендуется составлять предварительную дефектную ведомость, представляющую собой документ установленной (или произвольной) формы, в котором приводится перечень деталей, узлов, предположительно подлежащих ремонту, замене. Здесь же указываются объемы, трудоемкость и стоимость ремонтных работ. На основании предварительной дефектной ведомости составляются или уточняются ТУ на ремонт деталей, узлов, проектируются технологические процессы ремонта деталей, специальные инструменты, приспособления. В процессе разборки оборудования, определения истинного состояния его составных частей предварительная дефектная ведомость уточняется, дополняется и после утверждения становится окончательной, рабочей.
По существу дефектная ведомость является документом, основой проектирования (или корректировки) производственного процесса ремонта оборудования, которое включает в себя разработку технологических процессов и технических условий на каждый вид работ, составление технических заданий на разработку конструкций нестандартного оборудования, оснастки и т. п. Основу подготовки и реализации производственного процесса ремонта оборудования составляет его технологическая подготовка.
Разборка оборудования
Разборка оборудования является начальным этапом производственного процесса ремонта. Правильная организация и высокое качество выполнения разборочных работ оказывают значительное влияние на продолжительность, трудоемкость и качество ремонта.
В зависимости от характера износа и повреждения деталей оборудования и номенклатуры деталей, требующих дефектации, ремонта или замены, разборка может быть частичная (с различной глубиной) или полная. Частичная разборка имеет место при текущем и среднем ремонтах, полная - при капитальном ремонте.
Исходной документацией для проектирования технологического процесса разборки являются:
Сборочные чертежи;
Монтажные схемы;
Руководство по ремонту;
Руководство по эксплуатации;
Дефектная ведомость;
Нормы времени на выполнение отдельных операций, приемов, переходов.
Рабочей документацией для разборки являются:
Схемы разборки;
Технологические карты;
Руководство по ремонту.
Технологические карты и схемы разборки устанавливают последовательность и уровень глубины разборки. В технологической карте указываются:
1) последовательность операций, переходов, приемов (в повелительном наклонении);
2) применяемое оборудование, инструмент, приспособления;
3) основные технические условия, которые необходимо выполнять при разборке: требования к комплектации; требования к необезличиванию; указания о нанесении меток, рисок или других пометок, используемых при последующей сборке; указание об удалении смазок; технологические усилия, моменты, направления приложения сил и т. п.; порядок откручивания крепежных деталей и др.;
4) нормы времени на операции, приемы.
Схемы разборки составляются в случае ремонта сложного или нового для данного предприятия оборудования, а также в случае недостаточной квалификации ремонтных рабочих.
Детали и сборочные единицы показывают на схеме условными обозначениями. На рис. 6.3 даны условные обозначения детали и сборочной единицы.
Рис. 6.3. Условное обозначение детали и сборочной единицы:
1 - наименование детали или сборочной единицы по спецификации сборочного чертежа или каталогу; 2- цифровое обозначение (код) детали или сборочной единицы по спецификации сборочного чертежа или каталогу; 3 - количество снимаемых с изделия деталей или сборочных единиц при выполнении данной операции или перехода
Схема разборки изделия представляет собой иерархическое дерево состояний объекта разборки (рис. 6.4). Составляется схема слева направо от изделия в сборе до базовой детали (базовой сборочной единицы).
Схема разборки используется также для сборки изделия. В этом случае последовательность сборки определяется движением по схеме справа налево.
Для обеспечения требуемого качества разборочных работ необходимо, чтобы рабочие знали и соблюдали основные требования и правила:
1. Слесари, выполняющие разборку оборудования, должны хорошо знать его конструкцию и принцип действия.
2. Разборку следует вести строго по схеме или карте, а при их отсутствии - в таком порядке:
Сначала изделие разделяют на составные части - крупные сборочные единицы;

Одновременно с этим с изделия снимают детали, не входящие ни в одну составную часть (крышки, кожухи, ремни и др.);
Затем составные части разбирают на более мелкие сборочные единицы и крупные детали;
Мелкие сборочные единицы разбирают, по мере надобности, на детали (при участии в процессе разборки нескольких рабочих разборка мелких сборочных единиц может происходить параллельно).
3. Применение приемов и инструмента, приводящих к повреждению деталей, недопустимо.
4. Сборочные единицы, требующие специфическую технологию ремонта, после снятия с оборудования должны направляться в ремонт в комплектном виде.
5. Все крепежные детали следует складывать и хранить на время ремонта отдельно от других деталей по возможности, видам и размерам.
6. Детали, которые при изготовлении обрабатывают в сборе (совместно), а также приработавшиеся во время эксплуатации и годные к дальнейшей работе, не следует разукомплектовывать.
7. При разборке следует соблюдать чистоту, монтажные метки и риски тщательно оберегать от уничтожения.
8. При разборке необходимо пользоваться исправным инструментом. Инструмент и приспособления должны соответствовать технологическим требованиям (универсальный или специальный, размер, номер, материал и др.).
9. Крупные и тяжелые сборочные единицы и детали следует снимать и перемещать с использованием грузоподъемных механизмов.
10. Слесари должны хорошо знать способы выполнения разборочных операций и владеть приемами таких работ, как: разъединение плотных и прессованных сопряжений; разъединение корродированных резьбовых соединений; удаление поломанных (срезанных) пальцев, шпилек, болтов и др.
Производственным процессом называют совокупность действий людей и орудий труда, необходимых на данном предприятии, для изготовления и ремонта продукции. Часть действий людей относит-ся к выполнению основных работ, связанных с изменением формы, размеров, свойств и состояния продукции. Другая часть действий людей связана с выполнением вспомогательных работ, таких как транспортные и складские работы, содержание и ремонт зданий и оборудования, материально-техническое снабжение и др.
Технологический процесс ремонта - часть производственного процесса, связанная с выполнением основных работ по ремонту ав-томобиля: разборка его на агрегаты, узлы, детали; ремонт деталей; сборка, испытание и окраска; сдача автомобиля заказчику. Эти рабо-ты выполняются в определенной последовательности в соответствии с технологическим процессом.
Элементами технологического процесса являются следующие его части.
Операция - часть технологического процесса ремонта, выполняе-мая непрерывно на одном рабочем месте, определенным видом обору-дования, рабочими одной профессии. Операция обычно носит назва-ние оборудования, с помощью которого производится операция. На-пример, сборочная операция выполняется в сборочном цехе с исполь-зованием сборочного оборудования слесарем-сборщиком и т. д.
Установка - часть операции, выполняемая на изделии при из-менении его положения относительно оборудования, инструмента. Например, сборочная операция автомобиля состоит из установки дви-гателя, коробки перемены передач и т. д.
Переход - часть операции, установки, выполняемая над одним участком изделия, одним инструментом, работающим в одном и том же режиме. Например, установка двигателя состоит из нескольких переходов: строповка двигателя; поднять, перенести, поставить дви-гатель на раму; закрепить двигатель на раме.
Проходом называется один из нескольких переходов, следующих друг за другим. Например, переход - строповка двигателя состоит из двух проходов - увязка одного стропа на двигателе с одной сто-роны и закрепление другого конца на крюке крана; то же самое, но со вторым стропом и с другой стороны двигателя.
Рабочий прием - часть перехода или прохода, представляющая собой законченный цикл рабочих движений. Например, закрепление одного конца стропа на двигателе с одной стороны - один прием, закрепление другого конца стропа за крюк крана - другой рабочий прием.
Рабочее движение - наименьший момент операции. Например, взять деталь есть рабочее движение.
Разработка технологического процесса состоит в том, что для каж-дого его элемента устанавливаются описание содержания работ, не-обходимое оборудование, приспособления и инструмент, сложность работ и нормы трудозатрат. Все эти данные заносятся в технологи-ческие карты. В зависимости от объема выполняемых работ устанав-ливается различная глубина разработки техпроцесса. Для небольших предприятий с малым объемом работ техпроцесс разрабатывается на уровне операций и установок с использованием универсального обо-рудования и инструмента. В технологической карте указывается только порядок выполнения операций (маршрутная технологическая карта). Работы производятся рабочими высокой квалификации.
Для СТОА с достаточно большим объемом работ разработка тех-нологического процесса ведется на уровне переходов и проходов с указанием содержания работ по каждой операции. Работы выполня-ются на специальном оборудовании (стендах) с использованием спе-циальных приспособлений и инструмента по операционным техно-логическим картам.
Разработка техпроцесса ведется отдельно для технического об-служивания ТО-1, ТО-2 и для ремонтных работ по текущему и капи-тальному ремонтам.
Наибольший объем выполняемых работ имеет место при капи-тальном ремонте автомобилей, который производится на специали-зированных авторемонтных заводах.
Принятые на ремонт автомобили проходят наружную мойку и поступают на операцию разборки. С рамы автомобиля, базовой дета-ли снимают все агрегаты, очищают их от грязи, масла, разбирают на узлы и детали. Снятые детали сортируют на годные, негодные и требующие ремонта. Годные детали идут повторно на сборку, негод-ные детали отправляют на металлолом, детали, требующие ремон-та, восстанавливают и направляют на сборку узлов. Узлы собирают в агрегаты, агрегаты снова устанавливают на раму автомобиля. Собран-ный автомобиль испытывают и сдают заказчику.
Важно отметить, что по такой же схеме производится разработка технологического процесса проведения текущего ремонта с той осо-бенностью, что в этом случае меньше количество и выполняются они в меньшем объеме.
5. Понятие о производственном и технологическом процессе ремонта автомобилей. Общая схема технологического процесса ремонта.
Производственный процесс ремонта машин представляет собой совокупность действий, в результате которых изношенным машинам, агрегатам и узлам, поступающим в ремонт, возвращается работоспособность, утраченная ими в результате длительной эксплуатации.
Производственный процесс состоит из ряда технологических процессов ремонта и изготовления деталей, технического контроля, получения, хранения и транспортирования материалов, полуфабрикатов и готовой продукции.
Технологический процесс - это часть производственного процесса. Он является совокупностью установленных производственных операций, выполняемых с целью последовательного изменения состояния предмета производства, т. е. приведения машины, агрегата или детали в состояние, удовлетворяющее требованиям технических условий на их ремонт.
В качестве примеров технологических процессов можно привести разборочные и сборочные работы, восстановление деталей наплавкой, механической обработкой и др.
Условия осуществления производственного процесса зависят от заданной производственной программы ремонтного предприятия и трудоемкости ремонта, определяющих метод и организационную форму проведения ремонта машин и агрегатов.
Технологическая ремонтная операция есть часть технологического процесса, который производится над одним или несколькими совместно собираемыми или обрабатываемыми агрегатами, узлами, деталями или целой машиной на одном рабочем месте. При разборочно-сборочных работах часть операции, выполняемой над одним определенным соединением при неизменном инструменте, носит название перехода. Законченная совокупность отдельных движений рабочего в процессе выполнения работы или подготовки к ней называется приемом (часть операции).
В качестве примера операции, состоящей из двух переходов, можно привести сборку соединения вала с шариковыми подшипниками. При этом переходами являются напрессовка подшипников на вал и проверка соединения на биение, а приемами - установка на конец вала подшипника, нажатие рычага пресса и др.
Технологические процессы, операции и переходы заносят в технологические карты, составляемые при разборке процессов, а приемы в картах не отражаются, так как осуществляются различными рабочими по-разному.
Овладение профессией означает, что рабочий в совершенстве знает отдельные приемы и умеет правильно и рационально чередовать их по времени.
Основные понятия производственного процесса.
Производственный процесс - это совокупность действий людей и орудий производства конкретного предприятия, направленных на изготовление или ремонт (обслуживание) выпускаемых изделий.
В ремонтном производстве в результате производственной деятельности работников предприятий восстанавливают исправность, работоспособность объекта или ресурс изделия и его составных частей.
Под названием "предприятие" следует подразумевать как специализированные ремонтные мастерские, заводы и т. п., так и ремонтные мастерские хозяйств, являющиеся мастерскими общего назначения (МОН), в крупных хозяйствах - центральными ремонтными мастерскими (ЦРМ).
Производственный процесс ремонта машин отражает организацию и последовательность выполнения ряда технологических процессов при участии в этом основных и вспомогательных служб предприятий.
Технологический процесс ремонта - это часть производственного процесса, в течение которой происходит количественное или качественное изменение ремонтируемого объекта или его элементов.
технологический процесс сборки представляет собой соединение деталей в сборочные единицы;
технологический процесс ремонта (восстановления) деталей представляет собой часть производственного процесса, связанного с изменением состояния детали (геометрической формы, размеров, качества поверхности и др.) и включающий в себя подготовку детали к процессу восстановления (нанесению покрытия и т. п.), собственно восстановление (нанесение покрытия, наплавка и т. п.) и необходимые операции по обработке и проверке на соответствие восстановленной детали требованиям технической документации.
Очевидно, что технологический процесс, в свою очередь, подразделяется на ряд технологических операций, которые включают в себя технологические переходы и другие действия.
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте при ремонте (изготовлении) одной и той же продукции.
Например, операция укладки коленчатого вала - часть технологического процесса сборки двигателя, операция наплавки шеек коленчатого вала - часть процесса его восстановления и т. д.
Технологическая операция состоит из переходов.
Технологический переход - это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения (инструментом, оснасткой и т. п.) и с одними и теми поверхностями деталей, при постоянных технологических режимах.
Например, операция заваривания трещины в стальном корпусе может состоять из следующих переходов:
Очистка поверхности - сверление ограничивающих отверстий - разделка фаски - регулировка силы сварочного тока - установка электрода - заваривание трещины - удаление шлаковой корки - контроль качества сварочного шва.
При этом следует обратить внимание на то, что сварщик, при выполнении каждого, из указанных, переходов использует различный инструмент.
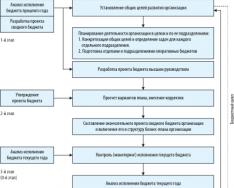
На рисунке приведена Типовая схема производственного процесса ремонта сложной машины. Изучая данную схему необходимо отметить то, что в каждом из прямоугольников указан какой либо технологический процесс, который, в свою очередь, можно представить в виде схемы, состоящей из операций. Каждую операцию можно представить в виде схемы, состоящей из отдельных переходов.

Полезные инструменты