Исполнения и управления (MES) традиционно связывают ERP (и другие бизнес-системы) и контроль и мониторинг потока данных на заводах. Расшифровка MES (аббревиатуры) в переводе на русский язык дословно звучит как «система производственного управления». По сути, они выступают как операционные системы управления установкой. Были разработаны и развиваются в контексте «умного» производства, промышленной трансформации и сквозного управления производственными операциями.
Системы управления производством сегодня для исполнения более важны, чем когда-либо. Цифровая установка интеллектуального производства основана на данных и превращает всю собранную и агрегированную информацию в бизнес-ценность. Например, это может быть выполнено путем улучшения управления активами, инвентаризацией и материалами, получения информации о производственных процессах для лучшего принятия решений, управления производительностью и качеством. Осуществляются эти шаги путем координации производственной деятельности.
Измерение ценности и преимуществ (количественных и качественных), полученных в результате использования MES-системы, сегодня важнее, чем когда-либо.
Системы производственного управления - не новое изобретение. Как и многие развивающиеся информационные системы, они изменялись с течением времени, так как появились новые технологии (например, облачные хранилища и IoT).
По своей сути, Manufacturing Execution System - это сотрудничество между производственным планированием и способом организации производства. Если сравнить этот процесс с нервной системой, то MRP можно рассматривать как мозг, а MES - как нервную систему.
Состоит MES из нескольких аспектов:
- предоставление работникам информации, необходимой для начала и исполнения производства;
- предоставление руководству обзора хода выполнения производственных заказов;
- управление качеством;
- сбор статистики для анализа эффективности производства.
Что же такое MES?
Довольно часто MES рассматривается как набор датчиков или детекторов. Они должны собирать данные автоматически и отправлять их куда-либо. На самом деле это упрощение. Понятие Manufacturing Execution System намного шире. Эта система перемещает информацию между производственным планированием и исполнением в обоих направлениях, а датчики собирают только данные. Кроме того, технические средства не представляют или не анализируют собранную информацию.

Конечно, датчики могут быть интегрированы в MES-систему, но они не являются основной ее частью. Информация может быть собрана многими способами, которые дополняют и проверяют друг друга.
ERP и MES
Хотя многие программные пакеты ERP для предприятий малого и среднего бизнеса утверждают, что они полностью подходят для производства, на самом деле это верно только в определенной степени. Они могут содержать модули, которые обычно полезны для большинства предприятий, например управление запасами (резервами) или CRM. Но, если они не сосредоточены на производстве, они не включают в себя системы производственного исполнения.
Напротив, MES - это с самого начала программное обеспечение для планирования ресурсов, которое фокусируется на производителе. Из-за этого и в дополнение к модулю планирования производства оно обычно содержит особые условия, позволяющие организовать производственный процесс в цехах. Обладающий специальным интерфейсом с увеличенным размером текста, который может работать на компьютерах, планшетах и других переносных устройствах, MES - это удобный способ для сотрудников получать задания и сообщать о достигнутых результатах. Отчетная информация сразу же становится доступна руководству (что означает прогресс в производстве), и в реальном времени можно увидеть показатели эффективности, в том числе OEE (общая эффективность оборудования).
Наличие фактической информации и ее использование позволяют повысить эффективность, увеличить скорость реакции, улучшить процессы и удовлетворенность клиентов.

Что это значит?
Исходя из вышеизложенного, полное и исчерпывающее определение MES-системы звучит следующим образом. Это автоматизированные компьютеризированные системы, применяемые в производстве с целью отслеживания и фиксации преобразования сырья в готовую продукцию. Эти инструменты собирают и предоставляют информацию, способную помочь в принятии решений о том, как возможно оптимизировать имеющиеся условия на производстве, чтобы сделать выпуск продукции эффективнее. MES всегда функционируют в режиме реального времени, и это позволяет поддерживать контроль одновременно над несколькими частями производственного процесса (к примеру, персонал, входы, оборудование и службы поддержки).
MES способны функционировать в нескольких производственных областях одновременно:
- планировании ресурсов;
- управлении использованием продуктов на протяжении их жизненного цикла;
- выполнении заказа и связанной с ним диспетчеризации;
- анализе производства и, соответственно, управлении временем простоя, позволяющем повысить общую эффективность оборудования (OEE);
- отслеживания материалов и управления качеством и т. д.
Существует три подхода к выбору системы MES, которые обязательно нужно учесть. Они выглядят следующим образом. Вы можете применять внутренние ресурсы внутри своего объекта, выбрать аутсорсинг для сторонней компании с опытом автоматизации и разработки программного обеспечения или же приобрести проверенное, под ключ, долгосрочное решение от компании, которая специализируется на производственных системах исполнения.

Внутренние ресурсы
Этот вариант имеет чрезвычайно низкую вероятность успеха. Внутренние ресурсы могут показаться наименее дорогостоящим решением, но они займут большую часть вашего времени и в конечном итоге окажутся весьма дорогими. В худшем случае, существующем на практике, компания разрабатывала свою собственную систему более 10 лет и использовала труд более ста сотрудников. В результате получился не совсем работающий проект, инструменты которого были настолько устаревшими, что невозможно было найти разработчиков с необходимым 10-летним набором навыков. В этом варианте люди могут обладать огромными знаниями конкретных требований к оборудованию, но обычно не имеют необходимого опыта для понимания архитектуры, разработки и интеграции системы перспективного мышления.
Компания с автоматизацией и разработкой программного обеспечения
Компании этой категории могут обладать талантливыми людьми и опытом в производственной среде, однако в целом у них нет реальной способности выполнять и масштабировать долгосрочное решение. Они могут собрать и разработать решение MES, но при этом они обладают ограниченным опытом в создании инструментов автоматизации. Все примеры MES-систем, созданных по такому заказу, как правило, являются одноразовыми попытками, которые не имеют объективной перспективы для обеспечения полной отдачи. Знания об особенностях изменения и расширения конкретной системы обычно принадлежат одному или двум людям, что ограничивает долгосрочную жизнеспособность решения. Они, как правило, разрабатываются и сдерживаются возможностями инструментария уровня автоматизации. Недостатки MES-систем такого уровня заключаются в том, что они не создаются с использованием передового подхода к разработке программного обеспечения.

Решение «под ключ» от проверенной компании
Лучшая MES - это архитектура, разработанная и интегрированная экспертами. Так, некоторые крупнейшие компании задокументировали системы качества разработки программного обеспечения, строгие процедуры тестирования, передовые знания в области ПО, широкую базу установки и глубокое понимание ряда производственных мощностей. Данные производители, руководствуясь многолетними стремлениями производить самые лучшие продукты в своей области знаний, конструируют продукты, готовые к постоянному совершенствованию.
Стоимость, которую клиент платит за такое решение, обеспечивает непревзойденную отдачу от инвестиций (ROI). Кроме того, зачастую такие производители не только в полной мере соблюдают стандарты MES, но и являются новаторами. Получая регулярно новые версии программного обеспечения, клиент всегда выигрывает от ключевых разработок в области функций и технологий. По сути, это единственный вариант, который гарантирует, что предприятие получит самые лучшие технологии, и, следовательно, это даст наилучшее соотношение цены и качества в долгосрочном прогнозе.
В чем же преимущества MES?
Надлежащая реализация такой системы повышает эффективность производственной организации. До появления компьютерных систем MES состояла из рукописных диаграмм и графиков с буферами обмена, проверяющими уровни запасов. Она дает правильную информацию в нужное время, подсказывая руководству завода, как оптимизировать текущие условия для улучшения выпуска продукции. По существу, эта система отслеживает производственный процесс из фазы сырья до получения готового продукта.

Сегодня в компьютеры загружают MES на большинстве заводов, предлагая исследовать обширные данные и анализ, ранее недостижимые с помощью традиционных методов. Она представляет множество ценных качеств для производителей. Основные из этих преимуществ MES-систем стоит рассмотреть подробно.
Подсчет затрат становится более точным
С использованием MES различные затраты, такие как работа, отходы, время простоя и техническое обслуживание, записываются в реальном времени прямо из цехов. Руководящие команды, в свою очередь, используют эти данные для оценки нерентабельных бизнес-моделей и могут сразу же работать над ценообразованием и новыми проектами. Поскольку другие системы также используют эти данные, MES позволяет вашей компании повысить производительность на всех производственных объектах.
Сокращение отходов и уровня перегрузок
Функции MES-системы позволяют точно анализировать производственные линии и готовые изделия. Поэтому она обнаруживает любые несоответствия или аберрации на этих линиях, немедленно останавливая их, чтобы ограничить количество некачественных продуктов и потраченного впустую материала.
Уменьшение времени простоя
Благодаря использованию MES, становится возможным генерировать реалистичные графики производства. Задачи MES отлично справляются с этой функцией, отслеживая количество и качество инвентаря, сырья и деталей. Это позволяет сэкономить время, затрачиваемое на повторное конфигурирование расписаний, в то время как часть производства работает непрерывно. Благодаря этому, становится возможным включить планирование персонала в эту программу, эффективно используя доступные ресурсы.
Сокращение расходов
Благодаря использованию MES, становится возможным логически упорядочить все операции. Это происходит потому, что руководство компании получает подробный отчет обо всех продуктах, материалах, времени и трудозатратах, необходимых для завершения работы. Этот процесс в конечном итоге позволяет сократить расходы или высвободить персонал из действующих производственных линий.

Сокращение излишков
Хранение излишков запасов требует определенных затрат. Кроме того, оплата производственных излишков, транспортировки, хранения и контроля за этими товарами может оказаться слишком дорогой. MES будет постоянно обновлять инвентарные записи, указывая на все излишки в подробностях. Это означает, что все отделы по закупкам, доставке и расписанию будут постоянно в курсе того, что доступно в каждом учреждении и что им нужно заказать.
Очевидно, что MES делает больше, чем просто отслеживает количество продуктов, сходящих с производственных линий. Повышение эффективности работы предприятия начинается с точных записей о ходе работы, использовании материалов и затратах времени. MES-системы выполняют эту задачу с легкостью и точностью.
Какой можно сделать вывод?
Исходя из вышеизложенного, MES - это комплексная система, которая контролирует все действия, происходящие на производстве. Ее работа начинается с различных заказов со стороны клиентов и заканчивается анализом систем ППМ, основного графика и других источников планирования. Все это позволяет производить продукцию наиболее эффективным, недорогим, целесообразным и качественным способом.
Почему невозможно просто создать график заказов из ERP?
Современное производство представляет собой сложную, постоянно меняющуюся среду. Планирование должно учитывать уровень вариации, который обычно выходит за рамки традиционных систем - MRP, Master Scheduling и т. п. MES рассматривает и контролирует наиболее важные детали данного процесса.
Непредсказуемые производственные ситуации могут включать в себя:
- поломки машин;
- отсутствие распланированного рабочего дня;
- изменение времени, требуемого на выполнение работ;
- время очистки и обслуживания оборудования;
- изменение сроков доставки;
- проблемы с качеством товара;
- альтернативные планы работы;
- измененный список деталей;
- наличие или отсутствие транспорта;
- наличие качественных ресурсов;
- изменения для минимизации времени процесса, настроек.
Поэтому необходимо предоставлять нужные инструменты и важную информацию всему персоналу каждого производственного цеха, чтобы продукты производились максимально оптимально. Хорошая производственная система работает в режиме реального времени, позволяя планировщикам реагировать на немедленную дисперсию на цехе. MES также отвечает на все изменения немедленно, позволяя помочь принять более быстрые решения по таким вещам, как калькуляция затрат, снижение качества и поздние поставки. Это практически основа для всего, что происходит в цехах.
Интеграция с закрытым контуром
Еще одна критическая характеристика MES - это способность интегрироваться с подобными системами. Это не только устранит бессмысленный круговорот собранных данных, но и позволит внести необходимые корректировки для приближения окружающих систем к реальности. Например, критическая информация из цеха необходима для обновления других элементов системы ERP, таких как инвентаризация, калькуляция и закупка. Время установки может улучшаться с использованием новых методов, используемых в цехе, и их необходимо загружать в ERP для будущего использования. Это обеспечит лучший сбор информации при консультировании клиентов с прогнозируемыми датами поставки по новым заказам или же даст понимание о рекомендуемой стоимости при принятии решений о ценах. Информация о состоянии цехов отобразит реальную ситуацию, позволяющую внести коррективы, необходимые для постоянного обновления других бизнес-систем.
Требования к MES следующего поколения
Исследования показали, что многие рассматривают MES прежде всего как инструмент для решения проблемы устранения человеческих ошибок и обеспечения того, чтобы статистика была полной.
Помимо глобального обзора, MES следующего поколения должна обеспечивать видимость всей цепочки поставок. Улучшение прогностического обслуживания также является частью оптимизации производственных процессов. Согласно данным обзора, программное обеспечение должно предоставлять инструменты, позволяющие промышленности стать проактивной и в конечном итоге прогнозировать качество продукции.
Эти возможности в настоящее время либо не существуют в MES, либо не являются удобными для пользователя. Однако технологии развиваются с каждым днем, и вполне возможно, что эти пожелания станут реальностью.
Что же имеется в настоящее время? Обзор MES-систем, существующих сегодня, позволяет строить довольно положительные прогнозы. Они вполне справляются со всеми поставленными задачами.
Что используется сегодня?
На сегодняшний день в России лидируют три системы управления производством (MES). Каждая из них была разработана для более эффективного управления. Однако рассчитаны они на мелкосерийный тип, хотя различия между ними имеются. В целом, этот рейтинг может быть представлен так.
В России MES-система «ФОБОС» является очевидным лидером и используется на средних и не очень крупных производствах, чаще машиностроительных. Ее главными функциями представлены внутрицеховое планирование и всестороннее управление. В обязательном порядке она должна быть интегрирована с ERP-системой (либо «1С: Предприятием»), поскольку она построена так, чтобы обмениваться данными с другими продуктами. Недостатком можно назвать только то, что внедряется на небольших предприятиях.
YSB. Enterprise разработана специально для деревообрабатывающей промышленности. Кроме того, она обладает некоторыми особенностями, ввиду которых она применима только для некрупных организаций. MES-система обладает небольшим количеством необходимых и специализированных функций для полной организации работы. Однако она при этом оснащена некоторыми дополнительными опциями, включающими в себя ведение бухгалтерии и управление продажами. Недостатком является тот факт, что программа имеет узкую специализацию.
Система PolyPlan оснащена еще более скромным функционалом MES. Однако на рынке она представлена в качестве инструмента оперативно-календарного планирования, предназначенного для отрасли машиностроения. Изначально она разрабатывалась для автоматизированных и гибких производств. Главное преимущество - это самая недорогая MES-система на сегодняшний день, поэтому она является довольно востребованной.
Это было примерно месяц назад. К нам в офис приехал Василий. Он топ-менеджер компании, производящей оборудование для театральных сцен. С порога заявил, что ему нужна MES-система или APS-система и что он еще не до конца решил, какая из них. «Почему именно MES-система?» - спросил я.
Я уже несколько месяцев занимаюсь изучением вопроса, связанного с решением наших производственных проблем. Встречался с представителями нескольких компаний, производящих MES и APS системы. Они сказали, что их системы как раз и решают наши проблемы. Причем мне сказали, что только такие системы и способны решить наши проблемы. У вас тоже MES система?
Нет, у нас ERP-система. Да это не важно, забудьте про эти всякие аббревиатуры. Давайте просто поговорим о ваших проблемах.
- А вы думаете, ваша система способна их решить?
Василий, проблемы решает менеджмент компании. А ПО только помогает это сделать. Но само по себе ПО проблем не решает. Я думаю, что некоторые ваши проблемы решаются и без ПО, а некоторые может помочь решить наше ПО. В чем, по-вашему, заключаются ваши проблемы?
Все просто: мы никогда ничего не делаем в срок. Это наша главная болячка. Да и куча других. Например, очень часто при сборке какого-то узла, вдруг выясняется, что необходимых комплектующих для него просто нет. А других комплектующих завались.
И эту проблему можно решить при помощи MES-системы?
Мне показывали презентацию. Мне очень понравилось. Дело в том, что в MES-системе можно все заранее распланировать и если делать все так, как запланировано, то все будет хорошо. Там графики есть, все очень наглядно.
Ключевая фраза «делать, как запланировано», я не думаю, что у вас это получится. Как вы думаете, 50 лет назад были MES-системы?
Конечно, нет.
Это означает, что раньше абсолютно все компании никогда ничего не делали в срок? И форд, и тойота и тысячи других производителей, некоторые из которых работают уже не одно столетие. По словам людей, презентовавших вам MES-систему, по-другому эту проблему не решить.
Я не знаю, не думал над этим.
Кстати, вы не спрашивали у них, как эта система будет интегрирована во все остальные бизнес-процессы компании? Ну, там, я не знаю, закупки, продажи, склад, финансы и т.д.
Хм, да, интересно. Мы не обсуждали этот вопрос, я не знаю…спрошу.
Что вы производите?
Лебедки. Большие лебедки, не для автомобилей, а посерьезней.
Хорошо. Если все комплектующие на складе, сколько нужно времени на производство одной лебедки?
Эээ, думаю, часов пять.
А если я у вас прямо сейчас закажу лебедку, то когда я ее получу?
Ммм, думаю, что дней через десять точно.
Странно. У вас весьма неплохое соотношение чистой трудоемкости и общего срока. Что-то около 15-ти. Это прекрасное соотношение для нашей страны. На западе, а особенно в Японии, оно конечно значительно меньше, но в России это может быть и сотни. А у вас пятнадцать. Очень странно… Ну, хорошо, давайте разбираться дальше. Какую комплектующую нужно закупать дольше всего?
Двигатель.
Сколько нужно времени на его закупку?
Может быть и сорок дней.
Вы держите их на складе?
Секундочку. Откуда тогда десять дней?
Василий в замешательстве.
Я не знаю, мне всегда казалось, что десяти дней нам точно достаточно.
Тут мне становится понятно, что контрольное соотношение у них на самом деле «традиционное», что-то около сотни.
Остальные комплектующие как быстро можно купить?
Быстро. День-два.
Ну, вот вам и первая ваша проблема. Она называется «двигатель». Почему вы не держите на складе небольшой буфер движков?
Мы думали над этим. Но не получается. Дело в том, что они к нам поступают с муфтами. Муфты очень разные. Двигателей примерно с десяток разных, а муфт гораздо больше. Поэтому комбинаций получается очень много. Придется на складе держать огромное количество этих двигателей.
Муфты вы можете сами монтировать?
Да, это не сложно. У нас же производство.
Почему вы этого не делаете?
Эээ, я не знаю. Так всегда было.
Я думаю, решение проблемы сорока дней лежит примерно в этом месте. Подумайте о монтаже муфт самостоятельно и держите небольшой буфер двигателей на складе. Управляйте буфером по принципу «закажи, что потратил». Взял двигатель – закажи его у поставщика. Это первое. Второе. Никогда не приступайте к производственному заданию, если не выполнено предыдущее задание. Тогда вы избавитесь от проблемы под названием «когда мы что-то делаем, обнаруживаем отсутствие комплектующих». Правильно выстраивайте очередность заданий, всегда делайте наиболее горящие.
Не знаю - не знаю. Я поговорю с шефом, но он загорелся MES-системой. Там очень здорово все планируется. Шеф хочет утвердить план и не думать после этого о срыве сроков.
Это, разумеется, его право. А если что-то пойдет не так?
Не понял. Что значит не так?
Ну, смотрите. У вас есть люди разной квалификации, есть разные станки. Казалось бы все сложно. MES (и уж тем более APS) система все это учитывает при планировании. Так?
Да, я сам видел на презентации.
А теперь простая ситуация. Не дай Бог конечно, но вот представим себе завтрашний день, 08-00. Один из ключевых инженеров (слесарей) по дороге на работу падает и ломает ногу. Без него одно из изделий, которое как назло стоит в плане на сегодня, сделать нельзя. Что делать?
Нууу, я не знаю. MES-системы умеют все быстро перепланировать.
Не сомневаюсь. Но планируют не MES-системы, а менеджмент. Вы ведь сами сказали, что план утверждает шеф. Но он к сожалению сейчас в отпуске…Делать что будете?
Ну, я точно не знаю, не думал над этим. Я думаю, начальник производства примет решение, что именно сейчас нужно производить.
Василий, я привел вам один самых простых случаев внешнего воздействия на ваш план производства. На самом деле таких воздействий гораздо больше и они могут быть значительно сложнее. И случаться они будут ежедневно, к сожалению. В результате ваш начальник производства будет каждый день принимать «волевые решения». А через какое-то время вы будете строить планы только потому, что «всандалили кучу денег и не выбрасывать же».
Ну и что вы предлагаете?
Вы читали «цель1» Голдратта?
Нет, а кто это?
Голдратт - потрясающий мужик, который придумал гениальную (как и все простое) систему менеджмента. Давайте так. Вы прочитаете его, а потом мы с вами еще раз встретимся и просто поговорим. Очень вам его рекомендую. У меня в компании все процессы строятся по этой теории. За последние два года компания выросла раза в три.
А вот еще вопрос. Ваша система умеет определять положение автомобиля?
Господи, зачем вам это?
Понимаете, наш шеф очень часто вмешивается в процесс и звонит водителям, когда те уже загрузились и уехали, находит ближайшего, возвращает его назад, тот разгружается и загружается срочным заказом, потому что кто-то там шефу позвонил. Да и на производстве такое случается часто, что шеф вмешивается и требует производить что-то другое…
Ну, вот вам еще одна ваша проблема. Она называется «шеф». Вы мне поведали о некоторых своих проблемах и вместо того, чтобы пытаться их решить, вы хотите залепить их пластилином.
Потом я на доске нарисовал ему очень простые производственные схемы, но это тема для отдельного поста.
И он в задумчивости уехал.
Буквально через несколько дней после этой встречи я улетел в Новосибирск. Точнее в Академгородок, а точнее в Технопарк Академгородка. Все производственные процессы в котором построены на базе теории ограничений Голдрата. Это потрясающее зрелище.
Подробности той поездки у меня в
История систем планирования
Древняя история
Идея планирования работ на предприятии, будь оно фабрикой, заводом или процессом возведения пирамиды, стара, как мир. Как только люди научились более-менее сносно обращаться с числами, сразу возникло желание подчинить себе с помощью этих чисел производственные процессы. Также давно люди поняли, что экстремальное значение - не всегда самое лучшее, поскольку ему в нашем мире всегда противостоят всевозможные ограничения. Комбинаторика в природе вещей, событий, была всегда. И всегда было желание убрать хаос, упорядочить работы во времени и этот порядок, пусть даже найденный эмпирическим путем, зафиксировать. Еще в начале 20-го века известный специалист по организации производства Г. Гантт (1861-1924) впервые сформулировал, применительно к компании «Банкрофт», производящей хлопчатобумажные ткани, следующие три простых правила организации работы:
- Порядок, в котором должна выполняться работа, теперь определяется в офисе «белым воротничком», а не красильщиком.
- Точная запись лучшего метода крашения в любой оттенок хранится в офисе, соблюдается мастером и более не зависит от записной книжки красильщика или его памяти.
- Все красильщики и машинисты поощряются материально, когда следуют инструкциям или, наоборот, наказываются, когда они не делают этого.
 |
И закрепил Г. Гантт этот порядок работ графически в известной диаграмме, которую теперь мы называем его именем. Начало было положено. Осталось только найти способ, как рассчитать ту оптимальную последовательность работ, которую нельзя нарушать. После внедрения указанных принципов организации производства на текстильной фабрике при значительном сокращении рабочего дня на 25-30% увеличился выход продукции, а заработная плата выросла на 20-60%. .
Новая история
«Новую» историю решения задач по оптимальному планированию в производстве принято исчислять от 1939 г. Именно тогда в издательстве Ленинградского университета вышла небольшая по объему книжка молодого профессора Л.В. Канторовича «Математические методы организации и планирования производства». Эта монография положила начало научным методам в планировании и организации производства на основе зарождающегося тогда направления экономической математики впоследствии оформившейся в математическое программирование .
Причиной «невостребованности» служило отсутствие возможности реализации предложенных моделей и алгоритмов, т.к. ЭВМ еще не было и до появления первого прообраза языка программирования было еще долгих десять лет.
Появление первых вычислительных машин значительно стимулировало развитие работ в области математической экономики, организации и планирования производства. Были разработаны эффективный метод решения целочисленных задач (Р. Гомори), метод ветвей и границ (А. Лэнд, В. Дойг и Дж. Литтл), метод динамического программирования (Р. Беллман) и др. Все эти методы отыскания оптимума в окружающем нас комбинаторном мире находили применение в различных областях экономики и производства. Одна из таких прикладных областей математики под названием Теория расписаний как раз и «взялась» за решение многочисленного класса задач планирования работ на производстве.
Задача планирования технологических операций на станках, опубликованная С.М. Джонсоном в 1954 г., которая показала, что составление расписания уже для трех станков относится к классу задач, трудноразрешимых за приемлемое время (так называемый, класс NP -сложных задач) ничуть не обескуражила заводских специалистов первых отделов АСУ. Если первыми благами компьютеризации могли пользоваться только государственные структуры, перемалывая многомерные балансовые модели Леонтьева или составляя пятилетние планы, то с удешевлением вычислительной техники и появлением первых серийных ЭВМ появилась возможность решать задачи планирования на уровне предприятий и даже для цехов и отдельных участков. Предприятие считалось передовым, если оно разрабатывало собственную АСУП, если пыталось построить расписания работ для своего станочного парка с помощью систем оперативно-календарного планирования собственного же изготовления.
 |
Развитие новых прикладных разделов математики и доступная вычислительная техника класса IBM 360/370, ЕС ЭВМ 1020 - 1060 сделали свое дело в 70-80-х годах - они явились катализатором появления первых АСУП и позволили хотя бы в каком-то приближении решать задачи избавления от хаоса комбинаторики «в мире станков и деталей» .
Новейшая история
Какие бы новые сюжеты обращения со временем не придумывали писатели-фантасты, оно, это время, бежит почти по экспоненциальной зависимости. За какие-то двадцать лет человечество «обогнало» закон Мура и взамен мэйнфреймам и доморощенным АСУП, на рынке IT теперь бродят новые «звери» зоопарка, который все также называется системы управления предприятиями и процессами . Основные разновидности этих систем, которые в настоящее время отвечают за составление планов работ на производстве - это системы классов ERP, MRPII, APS и MES. Если их предки - системы АСУП довольствовались возможностью составления объемно-календарных планов (реже - план-графиков работы оборудования), обсчетом финансовых перспектив на ближайшую пятилетку при стабильном спросе и расчетом заработной платы, то новые системы включают в себя все новые и новые функции автоматизации деятельности предприятий в условиях динамично развивающегося рынка товаров новейшего общества потребления. Но основной функцией, как и прежде, считается возможность составления плана работ. Именно эта функция, в конечном итоге, позволяет понять - кто, когда и что должен делать. Как же происходит планирование в этих системах и какая из них для каких случаев предназначена?
Планирование в ERP
Мы не будем подробно останавливаться на описании функциональных возможностей ERP -систем не только по причине того, что об этом написано достаточно много, сколько по причине того, что ERP-системы, по сути, не являются прямым инструментом планирования работ на предприятии. По прошествии десяти лет консультанты и пользователи наконец-то поверили в то, что ERP - это, прежде всего, корпоративная информационная система, система управления предприятием, своего рода кровеносная и нервная система промышленного организма, соединяющая островки логистики многочисленных органов, выполняющих определенные функции (документооборот, управление закупками, поставками, складскими запасами и пр.). О характере планирования работ, технологических операций на станки и другие единицы технологического оборудования в ERP-системах можно сказать одной фразой - планирование в большинстве систем ведется на основе старого стандарта MRPII без учета текущей загрузки данного оборудования и состояния обработки изделий. Т.е. по сути, любой детальный ERP-план будет практически невыполнимым. Любое планирование на уровне ERP ограничивается лишь формированием объемного месячного (декадного) плана. Корректировать такие планы оперативно не удается, вот почему их реализация предполагает строгую исполнительскую дисциплину во всех вовлеченных в производственную цепочку подразделениях предприятия. Т.е. можно говорить об организации производства, контролируемого ERP, как производства с определенным запасом «устойчивости» по отношению к возникающим отклонениям от составленного объемного плана. Вся тяжесть при этом ложится на исполнителей: «как хочешь, но плановое задание к рассчитанному сроку выполни!» И, что особенно важно, ERP, выдав задание всем подразделениям, при возникновении потребности в корректировке планов, не в состоянии с этим справиться, т.к. любой пересчет даст ту же картину общего задания - задания в объемах, но не в детальных сроках по изделиям и операциям, что требуется для управления на уровне цехов.
 |
Планирование в APS
С точки зрения точного планирования работ на предприятиях интерес представляют системы классов APS (Advanced Planning & Scheduling Systems) и MES (Manufacturing Execution Systems).
APS -системы, появившиеся на рынке в середине 90-х годов, являются уже непосредственным инструментом планирования работ на предприятии. Несмотря на однозначное обозначение, многие авторы и даже разработчики трактуют это название по-разному: «оптимизированное производственное планирование», «усовершенствованное планирование», «улучшенное планирование», «расширенное планирование», «оптимизированное и синхронное планирование», «точное планирование», «оперативное планирование» и даже «аккуратное планирование»!
Согласитесь, толкований столь много, что возникает вопрос - в чем, собственно, дело? По сравнению с чем расширенное, усовершенствованное, насколько точное, с чем синхронное, что оптимизируется и насколько оперативное?
Расширенное и усовершенствованное.
В начале 90-х годов после первых опытов внедрения ERP, осмысления преимуществ и недостатков планирования по стандарту MRPII предприятия столкнулись с основной проблемой - достоверность планирования. Достоверность и точность во времени. Динамика рынка, веяния концепции JIT потребовали от предприятий более точных сроков поставок, полноценного участия в управлении цепочкой поставок. Несовершенство методов планирования с помощью MRPII потребовали пересмотра «ценностей» - что важно при планировании? Скорость, противоречащая ей точность, и для чего нужны эти показатели? Выяснилось, что без решения задачи управления поставками, без возможности прогнозирования точных дат выпуска продукции предприятие представляет собой вещь в себе. Поэтому основной целью для систем планирования нового поколения - APS являлось решение задач автоматизации управления цепочками поставок (SCM - Supply Chain Management), причем этот функционал APS, реализуемый за счет возможности планирования всех работ во времени с учетом загрузки мощностей, имеет двойное назначение - он реализуется как для предприятия, выступающего объектом всей цепочки на динамичном рынке товаров, так и для объектов самого предприятия - цехов, участков и подразделений. Таким образом, возможности планирования в APS расширены и усовершенствованы относительно стандарта MRPII.
 |
Синхронность.
Понятие синхронности нужно понимать в APS, с одной стороны, как возможность планирования материалов, ресурсов и одновременно построение расписания с учетом реальной загрузки оборудования во времени. С другой стороны, синхронность выражается еще и в том, что расписания строятся для всех подразделений предприятия, с учетом сроков поставок партнеров и расписания для всех этих производственных структур являются всегда взаимоувязанными во времени, поскольку они получаются из общего расписания работы всего предприятия.
Оперативность.
Оперативность для APS - это возможность за кратчайшее время определить по тому или иному заказу срок его изготовления. Оперативность в плане диспетчерского контроля и оперативного пересчета расписаний к APS, как правило, никакого отношения не имеет, поскольку, если не меняются внешние ограничения (нарушение сроков поставок со стороны партнеров, другие непредвиденные задержки) и в портфель заказов каждые пять минут не вносится новое изделие, то пересчет расписаний ничего не даст. Учет же внутренних возмущений со стороны многочисленных подразделений (поломки оборудования, брак на операциях и т.п.) может привести у существенному утяжелению контура диспетчирования при существующей размерности задачи.
Точность и оптимизация.
Точность и оптимальность формируемых расписаний - прерогатива алгоритмов любой системы планирования.
По сравнению с алгоритмами MRPII, алгоритмы APS при составлении расписаний одновременно учитывают как потребности материалов, так и мощности предприятия с учетом их текущей и спланированной загрузки. В алгоритмах APS учитываются переналадки и некоторые другие параметры технологической среды, которые пессимисты почему-то называют «ограничениями».
В адрес алгоритмов APS встречается немало заслуженных эпитетов, но в ряде случаев в порыве восторга этим системам приписываются особенности, которые ставят в тупик даже специалистов. В частности, говорится, что в основе алгоритмов APS-систем лежат имитационные модели, нейросетевые модели, планирование на основе базы знаний, модные ныне эвристические методы типа генетических алгоритмов, моделирования отжига и даже линейное программирование (!).
На самом деле алгоритм построения расписаний в APS достаточно прост . Есть множество операций для всего множества выпускаемых изделий, множество станков и на каждые изделия есть ограничения - по срокам выпуска, по наличию материала и т.п. Ограничения разделяются на важные и не очень. Вначале, на первом проходе алгоритма составляется расписание с учетом выполнимости важных ограничений, например, отсутствие нарушение сроков поставок. Если расписание получено, то оно считается допустимым и принимается в качестве базового для дальнейшей «оптимизации» - на последующих проходах алгоритма проводится попытка учесть оставшиеся менее важные ограничения. На самом деле это не оптимизация. Это не что иное, как итерационный процесс получения допустимого расписания с учетом новых ограничений, вносимых на новой итерации, т.е. весьма несложная эвристика. В ряде случаев процесс планирования упрощают еще сильнее - сначала планируют одну деталь, потом другую, до тех пор, пока все множество деталей не будет спланировано. Оценка полученных расписаний относительно действительного оптимума при этом может быть достаточно низкой, но надо отметить, что если мы составляем расписание для нескольких тысяч единиц оборудования из сотен тысяч операций на месяц или полгода, то с этим фактом можно смириться. Особенно если учесть, что на последующем этапе за фактическую реализацию производственного расписания будут отвечать MES-системы. Таким образом, упростив алгоритм построения расписания, разработчики APS дали возможность в пределах существующих вычислительных мощностей получать допустимые расписания и более-менее точно прогнозировать сроки поставок. При этом APS-системы не ставят себе более сложных задач вроде минимизации в построенных расписаниях времен переналадок, транспортных операций, уменьшения количества задействованного оборудования и т.п., поскольку учет этих требований неминуемо приведет к утяжелению алгоритмов и невозможности за кратчайшее время получать расписания для больших размерностей. В связи с этим APS-системы имеют на своем вооружении крайне ограниченный состав критериев планирования. Надо отметить, что и эта существующая возможность получения хотя бы допустимых расписаний (в пределах получаса) не зря появилась в середине 90-х годов. Увеличение производительности вычислительных машин с одновременным снижением их стоимости, в очередной раз, явилось катализатором прогресса в области управления производством.
Другие особенности.
Хотя и говорится, что APS может перепланировать, но во-первых контур диспетчирования есть не у всех APS-систем, во-вторых, частота перепланирования в APS обусловлена частотой появления новых заказов (обратная связь в режиме реального времени для APS считается избыточной), в отличии от MES, которые делают эту операцию гораздо чаще (для задачи значительно меньшей размерности, корректируя планы лишь отдельных цехов), поскольку реагируют на любое изменение хода технологического процесса. Постоянные коррекции планов производства - это типичное явлений для производств мелкосерийного и единичного типов; их часто именуют в литературе «позаказными». Заметим, что для создания более точного контура обратной связи с «позаказным» производством поставщики APS-систем в некоторых случаях используют интеграцию с MES-системами.
Горизонт планирования в APS редко указывают однозначным - смена, неделя, месяц, до полугода. Но как бы ни гадали относительно «средней величины» горизонта планирования, для APS-систем он определяется предельно просто, - исходя из основной задачи, функционала системы, которым является управление цепочками поставок. Длительность горизонта планирования в APS-системах - это всегда разница во времени между моментами выдачи наиболее дальних заказов из всего портфеля заказов предприятия и текущей датой, поскольку при появлении нового заказа и соответствующем пересчете всего расписания, надо определить не только сроки его изготовления, но и возможность ненарушения сроков выполнения уже запущенных заказов.
Итак, именно эти новые возможности, обусловленные необходимостью управления цепочками поставок, явились причиной того, что темпы роста APS-систем стали значительно опережать темпы роста решений в сегменте ERP. Наряду с зарубежными системами (Berclain, Chesapeake Decision Sciences, CSC, Fygir, i2 Technologies, Manugistics, Numetrix, Optimax, Ortems, Preactor, Pritsker, Paragon Management Systems, ProMIRA, Red Pepper Software, Thru-Put Technologies и др.) в последние годы стали появляться и отечественные продукты (infor:APS, Adexa eGPS и др.). Опасения в том, что APS вырастут до новых ERP были, пожалуй, только у журналистов, поскольку изначально было ясно, что APS-системы не отвечают за финансы, закупки, документооборот и другие транзакционные функции ERP, но ведущие производители ERP-систем (People Soft, SAP, Oracle, SSA Global, JD Edwards, Marcam и др.) среагировали достаточно быстро и отметились в желании совместного использования своих решений с продуктами APS. Постепенно это сотрудничество переросло в естественную потребность интеграции на уровне ядра планирования ERP, которое может быть заменено APS-системой. В то же время APS может поставляться как отдельный продукт.
Планирование в MES
Говорят, что MES-системы появились более 30 лет назад. К сожалению, авторы статьи, общий стаж работы которых в области планирования и автоматизации производства составляет 45 лет, еще двадцать лет назад не встречали в литературе эту аббревиатуру. Как бы то ни было, с MES-системами все более-менее предельно ясно, кроме одного - их постоянно путают с APS-системами. Чтобы разобраться, что же такое на самом деле MES-системы, еще раз взглянем на регламентированный состав функций MES, число которых ровно одиннадцать (www.mesa.org , www.mesa.ru , www.mesforum.ru):
1. Контроль состояния и распределение ресурсов (RAS).
2. Оперативное/Детальное планирование (ODS).
3. Диспетчеризация производства (DPU).
4. Управление документами (DOC).
5. Сбор и хранение данных (DCA).
6. Управление персоналом (LM).
7. Управление качеством продукции (QM).
8. Управление производственными процессами (PM).
9. Управление техобслуживанием и ремонтом (MM).
10. Отслеживание истории продукта (PTG).
11. Анализ производительности (PA).
Как мы видим, в данном списке нет функции SCM, которая является главной в APS-системах. Несмотря на кажущееся, на первый взгляд, многообразие функций MES, надо понимать, что все эти функции имеют оперативный характер и регламентируют соответствующие требования не к предприятию в целом, а к той его единице (цеху, участку, подразделению), для которой ведется планирование работ. При этом надо также понимать, что такие функции, как управление документами, персоналом - это управление цеховыми документами (наряд-заказами, отчетными ведомостями и пр.) и персоналом цеха. Основными функциями MES-систем из перечисленных выше являются - оперативно-календарное планирование (детальное планирование) и диспетчеризация производственных процессов в цеху. Именно эти две функции определяют MES-систему как систему оперативного характера, нацеленную на формирование расписаний работы оборудования и оперативное управление производственными процессами в цеху.
MES-система получает объем работ, который либо представлен ERP на этапе объемно-календарного планирования, либо выдается APS-системой в виде допустимого для предприятия план-графика работы цеха, и в дальнейшем сама не только строит более точные расписания для оборудования, но и в оперативном режиме отслеживает их выполнение. В этом смысле цель MES-системы - не только выполнить заданный объем с указанными сроками выполнения тех или иных заказов, но выполнить как можно лучше с точки зрения экономических показателей цеха. Мы уже говорили, что APS-системы формируют некие исходные расписания работы первой степени приближения еще до начала реализации производственных планов. При этом ввиду большой размерности задачи, не учитываются многие технологические и организационные факторы. MES‑система уже на этапе выполнения, получая такой предварительный план, оптимизирует его по ряду критериев. При этом после оптимизации и построения нового план-графика работы цеха, очень часто, за счет уплотнения работы оборудования, отыскиваются дополнительные резервы, появляется возможность в рамках планируемого периода выполнить дополнительные заказы. Тем самым достигается эффект увеличения пропускной способности производственных структур.
 |
В отличие от APS-систем, MES-системы оперируют меньшими размерностями назначения - до 200 станков и 10000 операций на горизонте планирования, который обычно составляет не более трех-десяти смен. Уменьшение размерности связано с тем, что в MES учитывается гораздо большее количество ограничений технологического характера. Еще одним отличием является то, что MES-системы обычно оперируют не одним или двумя критериями построения расписания, а зачастую несколькими десятками, что дает возможность диспетчеру цеха строить расписание с учетом различных производственных ситуаций. И только MES-системы оперируют так называемыми векторными, интегральными критериями построения расписаний, когда в один критерий собираются несколько частных критериев. При этом диспетчер, составляя расписание, может указать, что он хочет видеть в конкретном расписании - уменьшение календарной длительности выполнения всего задания, уменьшение длительности операций переналадок, высвобождение станков, имеющих небольшую загрузку и т.п. Оперативность составления и пересчета расписания является также прерогативой MES, поскольку пересчет может вестись с дискретой в одну минуту. Это не означает, конечно же, что каждую минуту рабочему будут выдаваться новые задания, но это означает, что все процессы в цеху контролируются в режиме real time и это позволяет заранее предвидеть все возможные нарушения расписаний и вовремя принимать соответствующие меры.
Алгоритмы MES-систем, хотя и базируются, в большинстве случаев, на эвристике, но, как правило, значительно сложнее и «умнее» алгоритмов APS. Вначале алгоритм MES находит допустимое решение с учетом всех ограничений и выбранного критерия (частного или интегрального). В дальнейшем, на этапе оптимизации, происходит поиск лучшего расписания. Конечно, полученное расписание также не является оптимальным в полном смысле слова, поскольку поиск оптимум в таких задачах всегда сопровождается со значительными временными затратами (MES-системы строят расписания за 0.1 - 5 минут на современной технике), но полученные при этом расписания, как правило, уже намного ближе к оптимуму, нежели расписания, построенные APS-системами.
В ряде случаев MES-системы могут составлять расписания не только для станков, но также для транспортных средств, бригад наладчиков и других обслуживающих устройств. Не по силу каким-либо другим системам такие особенности планирования, как формирование технологических сборов, планирование выпуска изделий с параллельным планированием изготовления требуемого комплекта оснастки (приспособлений, уникального инструмента).
Важным свойством MES-систем является выполнимость расписаний. Встроенные в планирующий контур ERP, APS-системы составляют производственные расписания только в случае внесения в портфель заказов новых изделий или работ, корректировать их в режиме реального времени крайне сложно, что приводит к серьезным проблемам использования APS-систем в мелкосерийном производстве. MES-системы в таких случаях работают более гибко и оперативно, пересчитывая и корректируя расписания при любых отклонениях производственных процессов, что повышает гибкость и динамичность производства. Если расписания APS-системы больше подходят для производств с крупносерийным характером выпуска продукции, где резких отклонений от производственной программы, как правило, не бывает (устойчивый характер производства), то MES-системы являются незаменимыми в мелкосерийном и позаказном производстве. При этом, если для APS-систем цех с большим объемом технологической и оперативной информации является в какой-то мере «черным ящиком», то MES-системы при выполнении заданий опираются на принцип расчета и коррекции производственных расписаний по фактическому состоянию производства. Эти системы достаточно чутко реагируют на отклонения во времени выполнения технологических операций, на непредвиденный выход из строя оборудования, на появление брака в процессе обработки изделий и другие возмущения внутреннего характера.
В отличие от систем классов ERP и APS, MES-системы являются предметно ориентированными - для машиностроения, деревообработки, полиграфии и пр. Поэтому они максимально полно отражают особенности технологии конкретных производственных процессов и зачастую включают в себя развитые средства поддержки технологической подготовки того или иного типа производства. Очень часто MES-системы имеют средства интеграции с системами САПР ТП/АСТПП. Характерно, что согласно западным данным внедрение MES на предприятии не только обеспечивает составление детальных производственных расписаний, но также положительно влияет на менеджмент качества и уровень обслуживания технологического оборудования.
 |
| Reinoud Visser & Jan Snoeij, MES Product Survey 2003 |
На рынке существуют решения как для систем с дискретным характером выпуска продукции, так и для производств с непрерывным характером. Наиболее сложными с точки зрения точности планирования и выполнимости планов представляют системы первого вида, особенно с «позаказным» типом производства.
Рынок MES-систем развивается очень динамично (на ресурсе ассоциации MES - www.mesa.org читатель может найти упоминание более чем о пятидесяти MES-системах). Так же, как и в случае с APS-системами, ведущие производители ERP-систем заинтересованы в интеграции своих продуктов.
Строгая функциональность систем, «устойчивость» реализуемых производственных планов и расписаний
Могут ли MES полностью заменить APS?
Чтобы дать аргументированный ответ на данный вопрос заметим, что реализация синхронизированных детальных расписаний, составленных на уровне APS, сводится уже не просто к коррекции объемных ERP-планов, а к поддержанию их стабильного «устойчивого» исполнения: вся производственная система должна обладать запасом устойчивости по отношению к малым отклонениям, возникающим в отдельных цехах. Синхронизированные APS-расписания не должны корректироваться часто, особенно, если это не обусловлено внешними факторами (нарушением сроков поставок исходных материалов, появлением новых срочных заказов и т.п.). А чтобы каждое производственное подразделение предприятия могло бы самостоятельно "гасить" возникающие в нем отклонения, требуется уже применение MES.
В MES - наоборот, никакой априорной «устойчивости» составляемых производственных расписаний не предполагается, более того, их реализация носит заведомо «неустойчивый» характер (математики бы здесь сказали, что такое расписание является так называемым структурно неустойчивым объектом), ибо предполагает возможность оперативной коррекции в любой момент времени по требованию диспетчера. Приводя некую аналогию с средствами транспортировки сыпучих грузов, ERP+APS можно было бы сравнить с хорошим устойчивым грузовиком, а MES с командой велосипедистов, к багажнику которых прикрепили по мешку с перевозимым грузом.
Мы можем теперь перефразировать исходный вопрос о взаимозаменяемости MES и APS иначе: а как же, все-таки, лучше перевозить груз
На 100 велосипедах (здесь надо крутить педали - ведь велосипед неустойчив )
На одном устойчивом грузовике?
Не спешите, уважаемый читатель, с казалось бы, очевидным ответом,... вспомните, что устойчивые системы, вообще говоря, плохо управляемы. Надо всегда задавать себе вопрос: «А по какой дороге едем? А что будет, когда шоссе вдруг кончится и на пути движения встретится, к примеру, лесной массив?». Нетрудно предсказать, что в таком случае у велосипедистов существует хороший шанс довезти хотя бы часть груза до цели, ... а вот с устойчивым грузовиком, увы.
Конечно, в реальности не все так трагично. Если планирование ведется для небольших предприятий, насчитывающих не более 200 станков, то, в принципе, MES и APS можно было бы считать условно взаимозаменяемыми. Особенно, если речь идет о «позаказных» производствах. Расписания и сроки поставок при этом будут гораздо точнее, но в MES отсутствуют некоторые функции APS, например, планирование потребностей в материалах, поскольку MES являются исполнительными системами и их задача в другом - выполнить план работ, как можно лучше. APS - это уровень детального планирования для всего предприятия, а MES - уровень цеха, участка, подразделения.
Можно ли говорить, что MES = APS или что одна системы просто является частью другой (такие мнения, увы, нередко высказываются в периодике)? Ответ однозначно отрицательный: конечно, НЕТ ; - несмотря на внешнюю похожесть в своих функциональных возможностях, эти системы не совпадают по характеру реализации создаваемых ими производственных расписаний, как не совпадают по своей динамике системы устойчивые и неустойчивые. Те планировщики, что формируют жесткие директивные планы (ERP+APS) принято именовать Push Planning Systems - системы «выталкивающие план», а те, что оперативно корректируют планы в процессе их исполнения, называются Pull Planning Systems - системы «вытягивающие план». Задумаемся на минуту, может ли один человек сдвинуть с места груз, одновременно выталкивая и вытягивая его? Конечно, нет! Теперь становится ясно, почему справедливо утверждение: MES <> APS . Эти системы концептуально не совпадают и не являются частью друг друга, и осознавать это различие надо вполне отчетливо.
В последнее время, в погоне за маркетинговыми бонусами, многие разработчики, стали позиционировать свои продукты как APS или MES-решения. В ряде случаев это системы технологической подготовки производства, системы складской логистики и даже обычные базы данных. Думаем, что читатель, ознакомившись в данной статье с отличительными признаками APS и MES, без труда сможет разобраться, что за продукт ему предлагают, несмотря на маркетинговые ухищрения.
Итак, мы видим, что для предприятия, с точки зрения прогнозируемости и прозрачности плановых сроков выпуска продукции, оптимального производства, необходимы следующие механизмы планирования:
Планирование материалов и ресурсов согласно BOM (Bill of Material) по всей планируемой номенклатуре предприятия;
Управление цепочками поставок;
Детальное планирование и оперативный диспетчерский контроль выполнения расписаний работы оборудования;
Это возможно только в том случае, если мы используем все три системы - ERP, APS и MES вместе.
 |
ERP, APS, MES - хотя и совершенно разные системы с разными функциональными возможностями, предназначенные для разных целей, но при этом они могут не только прекрасно уживаться, но и дополнять друг-друга в плане создания на предприятии мощной системы планирования, охватывающей все существующие задачи. В ряде случаев мы слышим со стороны максималистов призывы повысить функциональность APS или MES до уровня ERP. Можно ли это сделать? В принципе, можно. Собрать команду разработчиков и сказать им: «В наличии есть MES (или APS). Надо сделать из нее ERP!». Все это сделать можно. Как можно раскормить кота до размеров кавказской сторожевой. Но кто тогда будет ловить мышей и охранять дом? ...
«Оставайтесь с нами!»
В следующей части авторы расскажут читателю об особенностях планирования в MES-системах, о видах критериев планирования и о том, как их выбирать, о том, как ищется оптимальное решение в многокритериальной среде, о том, что такое приоритеты заданий и как их назначать и о том, как создаются MES-системы.
Литература
1. Производственный менеджмент. Под ред. С. Д. Ильенковой.-М.: ЮНИТИ-ДАНА, 2000. - 583с.
2. Тимковский В.Г. Дискретная математика в мире станков и деталей. - Наука, М.: 1002. - 144с.
3. Гаврилов Д.А. Управление производством на базе стандарта MRP II. - СПб.: Питер, - 2003. - 352с.
4. Бермудес Дж. Системы оптимизированного производственного планирования: новая причуда или прорыв в области управления производством и цепочками поставок? Производственный обзор. AMR Research.
© 2007
д.т.н., профессор, Московский государственный технологический университет "СТАНКИН", кафедра "Информационные технологии и вычислительные системы".
Загидуллин Равиль Рустэм-бекович © 2007
д.т.н., профессор, Уфимский государственный авиационный технический университет (УГАТУ), кафедра "Автоматизированных технологических систем".
Источник информации: Журнал «Станочный парк», №10, 2008.
Системы MES определяются как совокупность программных функций, отличающихся от функций систем планирования ресурсов предприятия (ERP), автоматизированного проектирования и программирования (CAD/САМ) и автоматизированных систем управления технологическим процессом (АСУТП).
Ассоциация MESA определила 11 основных функций MES, которые представлены в таблице 1.
| Функция | Расшифровка функции |
| 1.Контроль состояния и распределение ресурсов (RAS). | Эта функциональность MES-систем обеспечивает управление ресурсами производства (машинами, инструментальными средствами, методиками работ, материалами, оборудованием) и другими объектами, например, документами о порядке выполнения каждой производственной операции. В рамках этой функции описывается детальная история ресурсов и гарантируется правильность настройки оборудования в производственном процессе, а также отслеживается состояние оборудования в режиме реального времени. |
| 2. Оперативное/ Детальное планирование (ODS). | Эта функция обеспечивает оперативное и детальное планирование работы, основанное на приоритетах, атрибутах, характеристиках и свойствах конкретного вида продукции, а также детально и оптимально вычисляет загрузку оборудования при работе конкретной смены. |
| З. Диспетчеризация производства (DPU). | Обеспечивает текущий мониторинг и диспетчеризацию процесса производства, отслеживая выполнение операций, занятость оборудования и людей, выполнение заказов, объемов, партий и контролирует в реальном времени выполнение работ в соответствии с планом. В режиме реального времени отслеживаются все происходящие изменения и вносятся корректировки в план цеха. |
| 4. Управление документами (DOC). | Контролирует содержание и прохождение документов, которые должны сопровождать выпускаемое изделие, включая инструкции и нормативы работ, способы выполнения, чертежи, процедуры стандартных операций, программы обработки деталей, записи партий продукции, сообщения о технических изменениях, передачу информации от смены к смене, а также обеспечивает возможность вести плановую и отчетную цеховую документацию. Предусматривается архивирование информации. |
| 5. Сбор и хранение данных (DCA). | Эта функция обеспечивает информационное взаимодействие различных производственных подсистем для получения, накопления и передачи технологических и управляющих данных, циркулирующих в производственной среде предприятия. Данные о ходе производства могут вводиться как вручную персоналом, так и автоматически с заданной периодичностью из АСУТП или непосредственно с производственных линий. |
| 6. Управление персоналом (LM) | Предоставляет информацию о персонале с заданной периодичностью, включая отчеты о времени и присутствии на рабочем месте, слежение за соответствием сертификации, а также возможность учитывать и контролировать основные, дополнительные и совмещаемые обязанности персонала, такие как выполнение подготовительных операций, расширение зоны работы. |
| 7. Управление качеством продукции (QM) | Предоставляет данные измерений о качестве продукции, в том числе и в режиме реального времени, собранные с производственного уровня, обеспечивая должный контроль качества и заостряя внимание на критических точках. Может предложить действия по исправлению ситуации в данной точке на основе анализа корреляционных зависимостей и статистических данных причинно-следственных связей контролируемых событий. |
| 8. Управление производственными процессами (РМ) | Отслеживает заданный производственный процесс, а также автоматически вносит корректировку или предлагает соответствующее решение оператору для исправления или повышение качества текущих работ. |
| 9. Управление производственными фондами (техобслуживание) (ММ) | Поддержка процесса технического обслуживания, планового и оперативного ремонта производственного и технологического оборудования и инструментов в течение всего производственного процесса. |
| 10. Отслеживали истории продукта (PTG) | Предоставляет информацию о тон, где и в каком порядке велась работа с данной продукцией. Информация о состоянии может включать в себя: отчет о персонале, работающем с этим видом продукции, компоненты продукции, материалы от поставщика, партию, серийный номер, текущие условия производства, несоответствия установленным нормам, индивидуальный технологический паспорт изделия. |
| 11. Анализ производительности (РА) | Предоставляет отчеты о реальных результатах производственных операций, а также сравнивает с предыдущими и ожидаемыми результатами. Представленные отчеты могут включать в себя такие измерения, как использование ресурсов, наличие ресурсов, время цикла производственного ресурса, соответствие плану, стандартам и другие. |
И так функции, реализуемые в MES-системах, аналогичны методам управления в ERP-системах, но только в других временных масштабах и с другими объектами контроля и управления. MES - это автоматизированная исполнительная система производственного уровня, предоставляющая ряд возможностей, которые дополняют и расширяют функции ERP-систем. Используя фактические технологические данные, MES-системы поддерживают всю производственную деятельность предприятия в режиме реального времени. Быстрый результативный отклик на изменяющиеся условия, в комбинации с ориентацией MES на снижение издержек, помогают эффективно управлять производственными операциями и процессами. Кроме того, MES-системы формируют данные о текущих производственных показателях, необходимые для функционирования ERP-систем. Таким образом, MES-система - это связующее звено между ориентированными на финансово-хозяйственные операции ERP-системами и оперативной производственной деятельностью предприятия на уровне цеха, участка или производственной линии.
Системы класса MES нашли широкое распространение в странах с развитой рыночной экономикой сравнительно недавно, в России количество предприятий, использующих эти системы, тем более невелико.
Необходимо учитывать, что автоматизация цехового уровня производства в MES-системе требует от предприятия усилий, которые должны быть направлены как на внедрение, так и на дальнейшее поддержание работы системы.
При внедрении MES-системы работы сотрудников предприятия и консультантов меньше или соизмерима с внедрением ERP-системы. Объективно в MES автоматизируются меньше сфер деятельности предприятия (бизнес-процессов), чем в ERP-системе. При использовании MES, на цеховом уровне, вероятно понадобится больше реорганизаций, чем при внедрении ERP. Чтобы воспользоваться таким преимуществом MES, как актуальное производственное расписание на протяжении всей сиены, необходимо оперативно вносить фактические данные об исполнении операций, поломках оборудования и прочих событиях в цехе, влияющих не выполнение плана. Если решено актуализировать план работы каждые 15 минут, то это означает, что фактические данные за прошедшие 15 минут должны быть внесены в систему. В случае ERP в столь оперативном отражении фактов нет необходимости, поскольку перепланирование будет проведено после окончания рабочей смены.
Как уже было сказано, и MES и ERP системы решают приблизительно одинаковые задачи только в разных масштабах: ERP - объемно-календарное планирование, использующее средне- и долгосрочный период времени; MES - оперативное планирование на краткосрочный период времени (минуты, часы). И здесь перед предприятием встает вопрос, какую систему выбрать для реализации. Понятно, что наиболее благоприятным было бы внедрение систем обоих типов, но у большинства предприятий не хватит финансовых и людских ресурсов на одновременную реализацию двух проектов. Поэтому начинать придется с одного, следовательно, предприятие по-прежнему перед выбором. Фирмы, продвигающие соответствующий программный продукт представят большое количество аргументированных доводов и критериев в пользу своей системы, поэтому руководителю предприятия необходимо взвесить все «за» и «против».
В качестве попытки найти объектный критерий для выбора можно сослаться на результаты исследований Gartner Group, которые позволяют связать экономический эффект от внедрения ERP-систем (в данном случае SAP R/3) с масштабом предприятия, на котором это внедрение проводится.
На рис. 16.1 приведена диаграмма, иллюстрирующая эту зависимость на основании статистических данных по западным промышленным предприятиям.
На основании этих данных можно заключить, что для автоматизации предприятий с объемом производства менее 10 млн. долларов в год внедрение ERP-системы не даст существенного экономического эффекта. На таких предприятиях для автоматизации организационного уровня производства в первую очередь необходимо внедрять MES-систему (то есть выбрать более «легкое» в финансовом отношении решение).
Для предприятий с объемом производства от 10 до 100 млн. долларов в год эффективность внедрения ERP - системы составляет 10-30%.
Решение о том, с чего начинать (ERP или MES) должно приниматься индивидуально, однако учитывая средний размер предприятия, большую стоимость внедрения ERP - системы и больший экономический эффект от автоматизации цехов и участков посредством MES, предпочтительно начать с MES, после чего внедрять ERP.
Для предприятий с объемом производства более 100 млн. долларов в год целесообразно начинать автоматизацию организационного уровня производства с ERP - системы, после чего в производственных подразделениях внедрять MES.
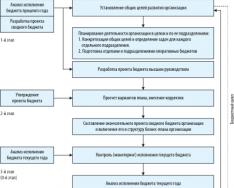
Интегрированную автоматизированную систему управления промышленным предприятием можно представить в виде трех взаимосвязанных уровней управления (рис.16.2)
При этом каждый уровень выполняет свою основную управленческую функцию:
Верхний уровень управления предприятием (административно-хозяйственный) решает стратегические задачи, а соответствующая ERP-система обеспечивает управление ресурсами в масштабе предприятия в целом, включая часть функций поддержки производства (долгосрочное планирование и стратегическое управление в масштабе: годовое, квартальное, месячное);
Средний уровень управления (производственный) решает задачи оперативного управления процессом производства, а соответствующая автоматизированная система обеспечивает эффективное использование ресурсов (сырья, энергоносителей, производственных средств, персонала), а также оптимальное исполнение плановых заданий (сменное, суточное, декадное, месячное) на уровне участка, цеха, предприятия;
Низшие уровни технологического управления решают классические задачи управления технологическими процессами.

Каждый контур (ERP, MES, АСУТП) управления характеризуется своим уровнем интенсивности циркулирующей в нем информации, своим масштабом времени и своим набором функций:
Контур управления уровня АСУТП (технологический) является самым интенсивным по объему информации и самым жестким по времени реакции, которое может составлять секунды и даже миллисекунды. В верхнем уровне слоя АСУТП происходит накопление и обработка большого числа технологических параметров и создается информационная база исходных данных для MES-уровняю.
Контур управления уровня MES (оперативно-производственный) опирается на отфильтрованную и обработанную информацию, поступающую как от АСУТП, так и от других служб производства (снабжения, технической поддержки, технологических, планово-производственных и т.д.). Интенсивность информационных потоков здесь существенно ниже и связана с задачами оптимизации заданных производственных показателей (качество продукции, производительность, энергосбережение, себестоимость и т.д.). Типовые времена циклов управления составляют минуты, часы, смены, сутки. Оперативное управление производством в этом контуре управления осуществляется специалистами, которые более детально, чем высший менеджмент, владеют производственной ситуацией (руководители производственных цехов, участков, главные технологи, энергетики, механики и др.). В связи с этим должно повышаться качество и эффективность принимаемых решений в пределах делегированных сверху полномочий.
Контур управления уровня ERP (стратегический) освобождается в этом случае от решения оперативных задач производства и обеспечивает поддержку бизнес-процессов предприятия в целом. Поток информации от производственного блока становится минимальным и включает в себя агрегированную управляющую и отчетную информацию по стандартам ERP с типовыми временами контроля (декада, месяц, квартал), а также "алармовые" сигналы, требующие немедленного вмешательства высшего менеджмента предприятия.
Очевидно, что при комплексной автоматизации практически любого предприятия есть потребности в покрытии того или иного набора MES-функций средствами автоматизации. Какими продуктами это реализуется - вопрос другой, здесь возможны разные варианты. В некоторых случаях могут применяться интегрированные MES-системы, иногда эти функции могут быть реализованы в рамках той или иной функциональности ERP, возможно использование автономных продуктов, реализующих ту или иную MES-функцию. Возможно также и сочетание этих вариантов. Конкретный набор MES-продуктов для данного предприятия, с учетом его специфики и возможностей, обычно предлагают фирмы по MES-консалтингу и системные интеграторы. Один из вариантов реализации MES-проекта на производстве представлен на рис. 16.3.

Примеры MES-систем
Рассмотрим краткие характеристики наиболее распространенных MES-систем: PI System, ИУС «Орбита», Plan2 Business Solution, Simatic PCS7, Т-Factory-6.
PI System (Plant Information System) фирмы OSI Software, США - универсальная информационная система сбора, хранения и представления в едином формате данных от различных ПЛК, DSC, SCADA-систем, устройств ручного ввода и пр. PI System поддерживает клиент - серверную архитектуру. Клиентское ПО базируется на ОС Win 9x/NT/2000/XP. Основными компонентами системы являются PI Server - БДРВ с подсистемой обработки данных, PI System имеет свыше 250 интерфейсов для связи с ПЛК, DSC, SCADА-системами. В состав ПО клиентских приложений PI System входят:
PI DateLink - выводит данные из архива PI System в электронные таблицы MS Excel.
PI Process Book - построение мнемосхем с параметрами процесса, графиков, диаграмм.
- PI Batch View - просмотр и анализ периодических процессов.
PI АСЕ - анализ производительности и эффективности процесса в реальном времени.
- PI ACI - создание интерактивных мнемосхем для просмотра любым Web-браузером.
- Sigma Fine - анализ работы измерительных устройств.
ИУС «Орбита». Информационно-управляющая система «Орбита» разработана компанией «ПЛК Системы», относится к классу MES - систем и предназначена для непрерывных и непрерывно-дискретных производств преимущественно в горнодобывающей, металлургической, химической, нефтегазовой отраслях промышленности, а также в теплоэнергетике. В системе использованы программные продукты корпорации Wonderware (InTouch, Active Factory, SuiteVoyager, InSQL, MS SQL, MS Excel) и пакет Avantis.
Система включает разнообразные базы данных знаний - регламентов выполнения и учета производственных операций, имеет модульную структуру, базируется на концепции рациональной автоматизации для конкретного предприятия с достигнутым уровнем автоматизации.
Система «Орбита» состоит из следующих функциональных модулей:
- «ЖДЖ» - информационно-диспетчерская система железнодорожного цеха.
Характер информации: сведения о незавершенном производстве на путях и о потоках сырья и продукции.
- «Хим. анализы» - информационная подсистема химической лаборатории.
Характер информации: сведения о химических и физических параметрах материалов.
- «ТЭП» - контроль технико-экономических показателей. Характер информации: текущие и плановые значения технологических и технико-экономических показателей.
- «Балансы» - ведение балансов для анализа производства. Характер информации: динамика дебалансов и факторов, их образующих.
- «НЗП» - мониторинг незавершенного производства. Характер информации: динамика изменения незавершенного производства и факторов, ее образующих.
- «Резервуары» - мониторинг резервуарного парка. Характер информации: сведения о незавершенном производстве на складах, их входах и выходах.
- «Метрология» - планирование, учет, ремонт, поверка средств измерения и контроля. Характер информации: сведения о состоянии действующих приборах и ходе ремонтных и поверочных работ.
Основой обработки и хранения информации данных в РВ являются серверы - MS SQL Server и IndustrialSQL Server.
Система Plan2Business Solution компании О Technologies. Plan2Business Solution обеспечивает представление технологической информации любому пользователю системы в реальном времени. В семейство Plan2Business Solution входят следующие программные средства:
Plan2Business Server;
Компонент Plan2Business Server, является основой Plan2Business Solution, взаимодействующей со SCADA системами Citect и FIX, базами данных реального времени Oracle и MS SQL Server, используемыми для хранения конфигурационных и технологических данных. Для интеграции с MS Word, Excel, Access, Internet Explorer и др. Используются открытые технологии типа MS ActiveX. В состав Plan2Business Server входят ряд клиентских приложений, настраиваемых в соответствии в требованиями пользователя, в том числе тренды, алармы, данные для встраивания в электронные таблицы.
Кроме того, Plan2Business Server имеет встроенные средства резервирования с возможностью переключения с основного на резервный и средства защиты информации.
Конфигурирование и администрирование Plan2Business Server осуществляется с помощью Plan2Business Server Manager.
Plan2NET на основе Plan2Business Server и используя современные WEB-технологии, способен доставить информацию пользователю в любой точке системы. Plan2NET имеет встроенный анализатор тревог для наблюдения за событиями на производстве и их диагностики. Данные выводятся в виде трендов, номограмм, диаграмм или таблиц.
Plan2Pocket предназначен для доступа к технологической и оперативной информации с помощью средств беспроводной связи, основанной на современных стандартных технологиях.
Simatic PCS7 - интегрированная система управления процессом производства фирмы Siemens, Германия.
Отличительные особенности системы:
Открытая модульная система (используются интерфейсы DDE, ОРС, ODBC, SQL);
Гибкость и масштабируемость системы;
Возможность резервирования модулей системы, в том числе ПЛК, сетей, устройств ввода- вывода и системы HMI;
Соответствие международным стандартам, таким как Ethernet, TCP/IP, ОРС для обмена данными с корпоративным уровнем управления;
Наличие модульного программного пакета BATCH flexible для автоматизации дискретных рецептурных процессов, сопрягаемого с SAP R/3.
Система обеспечивает горизонтальную и вертикальную интеграцию предприятия - от уровня датчиков до уровня управления предприятием.
Коммуникация в системе Simatic PCS7 основана на стандартах Simatic Net, Industrial Ethernet, Fast Ethernet и PROFIBUS. В качестве ОС используется Win NT. Для настройки системы PCS7 применяется Simatic-менеджер от STEP 7, а в качестве языка программирования по стандарту IEC 61131-3 используется язык SFC. Для разработки интерфейса операторской станции используется графический редактор WinCC.
Система PCS7 оперирует преимущественно с контроллерами Simatic S7-400 с интерфейсом шины PROFIBUS-DP. ПЛК подсоединяется к системной шине через Industrial Ethernet. Для высокоскоростной передачи данных в системах с требованиями безопасности применяется Fast Ethernet (100 Мбит/с) с резервированной кольцевой структурой и физической средой - оптоволокно.
Программное обеспечение Simatic PCS7 включает интерфейс @aGlance и сервер @PCS7@aGlance, обеспечивающий доступ к данным технологического процесса для различных приложений в любое время, в том числе через сети Internet/Intranet.
InfoPlus.21 - информационная система управления в режиме РВ интегрирована с системой Simatic PCS7.
Система «T-Factory-б» компании AdAstra Research Group (Россия).
Программный продукт T-Factory-б предназначен для автоматизации бизнес-процессов. T-Factory-б относится к классу MES-систем и призван решать задачи учета производственных затрат, сырья и энергии, учета простоев оборудования, расчета себестоимости продукции и др. задачи. Достоинством системы является ее интеграция со SCADA-системой Trace Mode б, при разработке которых используется технология автопостроения.
Разработка проекта АСУ ТП со SCADA-системой Trace Mode 6 служит ее основой ее интеграции с MES-системой T-Factory-б. Модули T-Factory-б обеспечивают управление производственными заданиями (функции MES-систем) и управление человеческими ресурсами (HRM). Модуль ЕАМ обеспечивает учет и техническое обслуживание, получение и анализ информации об отказах оборудования, учет затрат энергоресурсов. Модуль HRM контролирует кадровый состав предприятия, организационные структуры предприятия, цеха, участка, позволяет грамотно планировать трудовые ресурсы для выполнения конкретных задач.
Наиболее ответственным в системе является MES-модуль, в котором интегрируется вся информация от АСУ ТП и модулей ЕАМ и HRM. Модуль MES позволяет рассчитать сроки выполнения заказов и корректировать их в режиме реального времени, рассчитать и корректировать себестоимость продукции, рассчитать необходимые для выполнения задания ресурсы (материальные, финансовые, кадровые), а также обеспечивает передачу информации в ERP-систему предприятия.
Для хранения данных о ходе технологических и производственных процессов используется единая СУБД реального времени SIAD6. Предусмотрено «горячее» резервирование серверов БД защита от несанкционированного доступа. Данные о технологическом процессе поступают в T-Factory-6 из МРВ Trace Mode 6, а с верхнего бизнес-уровня - от операторских станций, Web-серверов, по GSM-каналам.
T-Factory-6 содержит бесплатную инструментальную среду для разработки и проверки полнофункционального проекта (до покупки лицензии с ограничением времени непрерывной работы).
Функции исполнительных систем производства (MES)
MES (Manufacturing Execution System) – исполнительная система производства. Системы такого класса решают задачи синхронизации, координации, анализа и оптимизации выпуска продукции в рамках какого-либо производства.
Существует несколько формулировок определения MES систем:
1 MES – это информационная и коммуникационная система производственной среды предприятия.
2 MES – автоматизированная система управления и оптимизации производственной деятельности, которая в режиме реального времени инициирует, отслеживает, оптимизирует и документирует производственные процессы от начала выполнения заказа до выпуска готовой продукции.
3 MES – интегрированная информационно-вычислительная система, объединяющая инструменты и методы управления производством в реальном времени .
Отличия MES систем от ERP заключаются в следующем: ERP-системы ориентированы на планирование выполнения заказов, то есть отвечают на вопрос: когда и сколько продукции должно быть произведено? MES системы фокусируются на вопросе: как в действительности продукция производится? Они оперируют более точной информацией о производственных процессах.
MES системы, оперируя исключительно производственной информацией, позволяют корректировать производственное расписание в течение рабочей смены столько раз, сколько это необходимо . За счет быстрой реакции на происходящие события и применения математических методов компенсации отклонений от производственного расписания, MES системы позволяют оптимизировать производство и сделать его более рентабельным. Структура такой организации производства показана на рисунке 1.5.
MES системы реализуют связь в реальном времени производственных процессов с бизнес процессами предприятия и улучшают финансовые показатели предприятия, включая повышение отдачи основных фондов, ускорение оборота денежных средств, снижение себестоимости, своевременность поставок, повышение размера прибыли и производительности.
Таким образом, MES – это связующее звено между ориентированными на финансово-хозяйственные операции ERP-системами и оперативной производственной деятельностью предприятия на уровне цеха, участка или производственной линии.
Рисунок 1.5 – Структурная схема организации производства с MES-системой
Функции, выполняемые MES-системами, могут быть интегрированы с другими системами управления предприятием (рис. 1.6) :
ERP – планирования ресурсов предприятия;
SCM (Supply Chain Management) – управление цепочками поставок;
SCADA – автоматизация технологических процессов;
CAD (Computer-Aided Design) – автоматизированное проектирование изделий;
CAPP (Computer-Aided Process Planning) – автоматизированная разработка маршрутной технологии;
ABC (Activity Based Costing) – функционально-стоимостной анализ производственной деятельности;
EAM (Enterprise Asset Management) – управление основными фондами предприятия;
CRM (Customer Relationship Management) – управление взаимоотношениями с клиентами.

Рисунок 1.6 – MES, как ядро интеграции систем
Используя данные уровней планирования и контроля, MES системы управляют текущей производственной деятельностью в соответствии с поступающими заказами, требованиями конструкторской и технологической документации, актуальным состоянием оборудования, преследуя при этом цели максимальной эффективности и минимальной стоимости выполнения производственных процессов.
Международная ассоциация производителей систем управления производством (MESA) определила 11 типовых функций MES-систем :
· контроль состояния и распределение ресурсов (RAS) – управление ресурсами производства: технологическим оборудованием, материалами, персоналом, документацией, инструментами, методиками работ;
· оперативное / детальное планирование (ODS) – расчет производственных расписаний, основанный на приоритетах, атрибутах, характеристиках и способах, связанных со спецификой изделий и технологией производства;
· диспетчеризация производства (DPU) – управление потоком изготавливаемых деталей по операциям, заказам, партиям, сериям, посредством рабочих нарядов;
· управление документами (DOC) – контроль содержания и прохождения документов, сопровождающих изготовление продукции, ведение плановой и отчетной цеховой документации;
· сбор и хранение данных (DCA) – взаимодействие информационных подсистем в целях получения, накопления и передачи технологических и управляющих данных, циркулирующих в производственной среде предприятия;
· управление персоналом (LM) – обеспечение возможности управления персоналом в ежеминутном режиме;
· управление качеством продукции (QM) – анализ данных измерений качества продукции в режиме реального времени на основе информации поступающей с производственного уровня, обеспечение должного контроля качества, выявление критических точек и проблем, требующих особого внимания;
· управление производственными процессами (PM) – мониторинг производственных процессов, автоматическая корректировка либо диалоговая поддержка решений оператора;
· управление техобслуживанием и ремонтом (MM) – управление техническим обслуживанием, плановым и оперативным ремонтом оборудования и инструментов для обеспечения их эксплуатационной готовности;
· отслеживание истории продукта (PTG) – визуализация информации о месте и времени выполнения работ по каждому изделию. Информация может включать отчеты: об исполнителях, технологических маршрутах, комплектующих, материалах, партионных и серийных номерах, произведенных переделках, текущих условиях производства и т. п.;
· анализ производительности (PA) – предоставление подробных отчетов о реальных результатах производственных операций, а также сравнение плановых и фактических показателей.
В настоящее время на рынке существует много различных программных продуктов. Их различие может быть связано с критериями составления производственного расписания. Нередко эти критерии скрываются. Поэтому принятие той или иной системы должно осуществляться с определенной осторожностью.
1.5 Функции систем управления технологического уровня (SCADA и PLC)
К функциям систем SCADA относятся:
· сбор первичной информации от датчиков;
· хранение, обработка и визуализация данных;
· регистрация аварийных сигналов, выдача сообщений о неисправностях и аварийных ситуациях;
· связь с корпоративной информационной сетью;
· формирование отчетов.
SCADA-системы состоят из терминальных компонентов, диспетчерских пунктов и каналов связи. Они различаются типами поддерживаемых контроллеров и способами связи с ними, операционной средой, типами алармов, числом трендов (характеристик состояний контролируемого процесса), особенностями человеко-машинного интерфейса (HMI) и др. Алармы фиксируются при выходе значений контролируемых параметров или скоростей их изменения за границы допустимых диапазонов.
В SCADA-системах используются операционные системы реального времени. К этим системам предъявляется ряд специфических требований. Основными требованиями являются: высокая скорость реакции на запросы внешних устройств, устойчивость систем, то есть способность работы без зависаний, а также экономное использование имеющихся в наличии системных ресурсов.
К операционным системам реального времени относятся:
· многозадачная, многопользовательская, UNIX-совместимая система LynxOS;
· популярная ОС для встраиваемых приложений OS-9 (Unix-подобная RTOS от Microware для процессора Motorola 6809);
· модульная и легко модифицируемая система QNX;
· ОС Windows NT, дополненная, например, средой RTX компании VenturCom;
· система планирования и управления задачами VxWorks, которая вместе с инструментальной системой Tornado является кросс-системой для разработки прикладного ПО.
Современные SCADA-системы не ограничивают выбор аппаратуры нижнего уровня – RTU, так как предоставляют большой набор драйверов или серверов ввода/вывода и имеют хорошо развитые средства для создания собственных драйверов новых устройств нижнего уровня. Драйверы разрабатываются на основе стандартных языков программирования. Так, в системе TRACE MODE спецификации доступа к ядру системы поставляются фирмой-разработчиком в штатном комплекте. Для SCADA FactoryLink, InTouch при создании драйверов необходимы специальные пакеты.
Для подсоединения драйверов ввода/вывода к SCADA-системе используются два механизма: стандартный динамический обмен данными (Dynamic Data Exchange – DDE) и обмен по внутреннему фирменному протоколу. Из-за низкой производительности механизма DDE компания Microsoft предложила использовать технологию OLE (Object Linking and Embedding – включение и встраивание объектов). Механизм OLE поддерживается в SCADA-системах RSView, FIX, InTouch, Factory Link и др. На базе OLE появился новый стандарт OPC (OLE for Process Control), ориентированный на рынок промышленной автоматизации. Новый стандарт позволяет объединить на уровне объектов различные системы автоматизации и устранить необходимость использования специализированного оборудования и оригинальных драйверов.
С точки зрения SCADA-систем, применение OPC-серверов означает введение стандартов обмена данными с технологическими устройствами. На рынке появились инструментальные пакеты для написания OPC-компонентов, например, OPC-Toolkits фирмы Factory Soft Inc., включающий OPC Server Toolkit, OPC Client Toolkit [см., например, «SCADA-системы, или муки выбора». Надежда Куцевич, а также ЗАО РТСофт (URL: www.rtsoft.ru)].
В настоящее время получили распространение десятки систем SCADA. В Украине широко внедряются следующие системы SCADA:
1 Система Citect австралийской компании Ci Technology, работающая в среде Windows (http://www.promsat.com/page/11/). Это масштабируемая клиент-серверная система со встроенным резервированием, обеспечивающим повышение надежности. Citect состоит из пяти подсистем – ввода-вывода, визуализации, оповещения (алармов), трендов и отчетов. Подсистемы могут быть распределены по разным узлам сети. В Citect используется оригинальный язык программирования Cicode.
2 TRACE MODE – это одна из самых покупаемых в России SCADA-систем, предназначенная для разработки крупных распределенных АСУТП широкого назначения (http://www.tracemode.ua/). TRACE MODE состоит из инструментальной системы и исполнительных (run-time) модулей. При помощи инструментальной системы осуществляется разработка АСУ, а исполнительные модули служат для запуска в реальном времени проектов, разработанных в инструментальной системе TRACE MODE.
3 WinCC – система фирмы SIEMENS (http://www.siemens.com.ua/). На основе WinCC могут создаваться как простейшие системы человеко-машинного интерфейса с одной станцией оператора, так и мощные многопользовательские системы, включающие в свой состав десятки станций. WinCC поддерживает стандартные интерфейсы OLE, ODBC, OLE и SQL, что обеспечивает её открытость и использование в сочетании с любым другим программным обеспечением.
1.6 Основные направления в обеспечении интеграции систем автоматизации
В автоматизированных системах управления технологическими процессами (АСУТП), часто называемых системами промышленной автоматизации, можно выделить два иерархических уровня.
На верхнем (диспетчерском) уровне АСУТП осуществляются сбор и обработка данных о состоянии оборудования и протекании производственных процессов для принятия решений по загрузке станков и выполнению технологических маршрутов. Эти функции возложены на систему диспетчерского управления и сбора данных SCADA (Supervisory Control and Data Acquisition). Кроме диспетчерских функций, система SCADA выполняет роль инструментальной системы разработки ПО для промышленных систем компьютерной автоматизации.
На нижнем уровне управления технологическим оборудованием (на уровне контроллеров) в АСУТП выполняются запуск, тестирование, сигнализация о неисправностях, а также выработка управляющих воздействий для рабочих технологического оборудования. Для этого в составе технологического оборудования используются системы управления на базе программируемых контроллеров и промышленных компьютеров. Поэтому системы промышленной автоматизации часто называют встроенными системами ECS (Embedded Computing System).
Техническое обеспечение АСУТП распределено по участкам и связано друг с другом с помощью промышленных (полевых) шин, как показано на рисунке 1.7.

Рисунок 1.7 – Архитектура АСУТП
На верхнем уровне иерархии шин осуществляется связь компьютеров системы SCADA и серверов баз данных. Здесь используются технологии локальных вычислительных сетей Industrial Ethernet.
Для связи компьютеров с высокоскоростными периферийными устройствами служат шины Infiniband (межсерверные соединения), Fiber Channel (в последнее время заменяется более дешевым соединением на базе Gigabit Ethernet).
Для подключения периферийных устройств без собственного источника питания применяется USB, а для подключения аудио и видео мультимедийных устройств – FireWire 1394. Связь с низкоскоростными устройствами осуществляют через интерфейсы RS-232, RS-422 (симплексная передача с соединением «точка-точка»), а также RS-485 (полудуплексная многоточечная передача данных).
На уровне контроллеров обычно применяют промышленные сети Fieldbus (дословный перевод – полевая шина). Соединение модулей контроллеров, датчиков, измерительного и другого оборудования в пределах одного функционального узла (например, соединение слотов в крейте или стойке) выполняется посредством магистрально-модульных параллельных шин, таких как VME-bus, Compact PCI, а также последовательных шин типа Infiniband или Compact PCI Express.
Для создания единой информационной системы необходимо решить две задачи.
1 Применить горизонтальную интеграцию информационного взаимодействия между существующими автономными подсистемами. Для этого необходимо:
· на технологическом уровне объединить контроллерное оборудование промышленными шинами, обеспечить взаимодействие SCADA-приложений, которые уже имеют данные контроллерного уровня, с использованием механизмов COM (DCOM), DDE (NetDDE);
· осуществить взаимодействие стандартных программ на базе OLEAutomation-объектов, SQL-запросов, DDE-протокола;
· применить для модификации текущих записей в таблицах баз данных (добавление, удаление) язык SQL-запросов (драйверы ODBC, OLE DB).
Примечание.
Данные, которые поступают с технологического уровня, отличаются тем, что быстро изменяются во времени по сравнению
с бизнес-параметрами. Поэтому их объем, получаемый в единицу времени, огромен. Из этого следует, что подсистема, интегрирующая технологические данные, должна обеспечивать скоростной сбор данных, сжатие данных при сохранении, а также поддержку каналов обмена по вышеуказанным протоколам. Причём интегрирующие подсистемы должны не только поддерживать обмен с технологическим уровнем, но и обеспечивать передачу технологических данных на уровень ERP-систем.
2 Применить вертикальную интеграцию
. В общем случае целью вертикальной интеграции является передача технологических данных
на уровень бизнес-приложений.
Для создания вертикальной интеграции необходимо:
· обеспечить хранение оперативных данных реального времени (realtime-данные) в объеме, оптимальном для конкретного предприятия;
· сформировать данные, отражающие динамику и последовательность технологического процесса производства продукта от сырья до товара (product-данные). Программное обеспечение, ориентированное на решение таких задач, относится к классу MES (Manufacturing Executive Systems), или систем управления производством. В качестве входных данных в MES-системы поступают параметры сырья, выходными параметрами является полная характеристика (например, технологический паспорт) полученного товара;
· сформировать данные, отражающие структуру и состояние фондов (активов) предприятия (maintenance-данные). Программное обеспечение, ориентированное на отслеживание и сопровождение основных фондов, относится к классу EAM -cистем (Enterprise Assets Management).
Следует заметить, что realtime-данные часто являются основой формирования количественных значений product- и maintenance-данных (данные производства и обслуживания).
2 ОСОБЕННОСТИ СОВРЕМЕННЫХ ПРОГРАММИРУЕМЫХ ЛОГИЧЕСКИХ КОНТРОЛЛЕРОВ (ПЛК)
Налоги и платежи