По данным исследователей, около 80% всех дефектов, которые выявляются в процессе производства и использования изделий, обусловлены недостаточным качеством процессов разработки концепции изделия, конструирования и подготовки его производства. Около 60% всех сбоев, которые возникают во время гарантийного срока изделия, имеют свою причину в ошибочной, поспешной и несовершенной разработке. По данным исследовательского отдела фирмы Дженерал Моторс, США, при разработке и производстве изделия действует правило десятикратных затрат - если на одной из стадий круга качества изделия допущена ошибка, которая выявлена на следующей стадии, то для ее исправления потребуется затратить в 10 раз больше средств, чем если бы она была обнаружена во-время. Если она была обнаружена через одну стадию - то уже в 100 раз больше, через две стадии - в 1000 раз и т.д. Концепция всеобщего менеджмента качества требует изменения подхода к разработке новой продукции, поскольку ставится вопрос не просто поддержания определенного, пусть и достаточно высокого, уровня качества, а удовлетворенность потребителя.
Серьезная работа по повышению деловой культуры, которая необходима для общего подъема качества во всех звеньях, во многом касается технологий разработки и подготовки производства продукции. Для того, чтобы снизить затраты, учесть в большей степени пожелания потребителей и сократить сроки разработки и выхода на рынок продукции, применяют специальные технологии разработки и анализа разработанных изделий и процессов:
Которая представляет из себя технологию проектирования изделий и процессов, позволяющую преобразовывать пожелания потребителя в технические требования к изделиям и параметрам процессов их производства;
Технологию анализа затрат на выполнение изделием его функций; ФСА проводится для существующих продуктов и процессов с целью снижения затрат, а также для разрабатываемых продуктов с целью снижения их себестоимости;
Технологию анализа возможности возникновения и влияния дефектов на потребителя; FMEA проводится для разрабатываемых продуктов и процессов с целью снижения риска потребителя от потенциальных дефектов;
- технология анализа качества предлагаемых проектировщиком технических решений, принципов действия изделия и его элементов; ФФА проводится для разрабатываемых продуктов и процессов.
При внедрении систем качества по стандартам ИСО 9000 требуется, чтобы производитель внедрял методы анализа проектных решений, причем такому анализу должны подвергаться как входные данные проекта, так и выходные. Поэтому предприятия, создающие или развивающие системы качества, обязательно применяют либо типовые технологии анализа (ФСА, FMEA, ФФА), либо используют собственные технологии с аналогичными возможностями. Использование типовых технологий предпочтительно, поскольку результаты понятны не только производителю, но и потребителю, и в полной мере выполняют функцию доказательств качества.
Функционально - стоимостной анализ (ФСА)
ФСА начал активно применяться в промышленности начиная с 60-х годов, прежде всего в США. Его использование позволило снизить себестоимость многих видов продукции без снижения ее качества и оптимизировать затраты на ее изготовление. ФСА остается и по сей день одним из самых популярных видов анализа изделий и процессов. ФСА является одним из методов функционального анализа технических объектов и систем, к этой же группе методов относятся ФФА и FMEA. Все виды функционального анализа основываются на понятии функции технического объекта или системы - проявлении свойств материального объекта, заключающегося в его действии (воздействии или противодействии) по изменению состояния других материальных объектов. При проведении ФСА определяют функции элементов технического объекта или системы и проводят оценку затрат на реализацию этих функций с тем, чтобы эти затраты, по возможности, снизить. Проведение ФСА включает следующие основные этапы:
1-й этап: этап последовательного построения моделей объекта ФСА (компонентной, структурной, функциональной); модели строят или в форме графов, или в табличной (матричной) форме;
2-й этап: этап исследования моделей и разработки предложений по совершенствованию объекта анализа.
Эти же этапы характерны и для других методов функционального анализа - ФФА и FMEA.
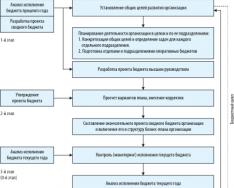
Рисунок 1: Схема процесса ФСА
На рис.1 представлена общая схема процесса ФСА. Нужно отметить, что ФСА - анализ является мощным инструментом для создания техники и технологий, не только обеспечивающей удовлетворение запросов потребителя, но и сокращающей затраты производителя.
FMEA-анализ
FMEA - анализ в настоящее время является одной из стандартных технологий анализа качества изделий и процессов, поэтому в процессе его развития выработаны типовые формы представления результатов анализа и типовые правила его проведения.
Этот вид функционального анализа используется как в комбинации с ФСА или ФФА - анализом, так и самостоятельно. Он позволяет снизить затраты и уменьшить риск возникновения дефектов. FMEA - анализ, в отличии от ФСА, не анализирует прямо экономические показатели, в том числе затраты на недостаточное качество, но он позволяет выявить именно те дефекты, которые обуславливают наибольший риск потребителя, определить их потенциальные причины и выработать корректировочные мероприятия по их исправлению еще до того, как эти дефекты проявятся и, таким образом, предупредить затраты на их исправление.
Как правило, FMEA-анализ проводится не для существующей, а для новой продукции или процесса. FMEA-анализ конструкции рассматривает риски, которые возникают у внешнего потребителя, а FMEA-анализ процесса - у внутреннего потребителя. FMEA - анализ процессов может проводиться для:
- процессов производства продукции;
- бизнес - процессов (документооборота, финансовых процессов и т.д.);
- процесса эксплуатации изделия потребителем.
Последний вид анализа процесса удобно проводить на стадии разработки концепции изделия перед проведением FMEA-анализа конструкции.
FMEA-анализ процесса производства обычно производится у изготовителя ответственными службами планирования производства, обеспечения качества или производства с участием соответствующих специализированных отделов изготовителя и, при необходимости, потребителя. Проведение FMEA процесса производства начинается на стадии технической подготовки производства и заканчивается своевременно до монтажа производственного оборудования. Целью FMEA-анализа процесса производства является обеспечение выполнения всех требований по качеству запланированного процесса производства и сборки путем внесения изменений в план процесса для технологических действий с повышенным риском.
FMEA-анализ бизнес-процессов обычно производится в том подразделении, которое выполняет этот бизнес - процесс. В его проведении, кроме представителей этого подразделения, обычно принимают участие представители службы обеспечения качества, представители подразделений, являющихся внутренними потребителями результатов бизнес-процесса и подразделений, участвующих в соответствии с матрицей ответственности в выполнении стадий этого бизнес-процесса. Целью этого вида анализа является обеспечение качества выполнения спланированного бизнес-процесса. Выявленные в ходе анализа потенциальные причины дефектов и несоответствий позволят хотя бы "начерно" определить, почему система неустойчива. Выработанные корректировочные мероприятия должны обязательно предусматривать внедрение статистических методов регулирования, в первую очередь на тех операциях, для которых выявлен повышенный риск.
FMEA-анализ конструкции может проводиться как для разрабатываемой конструкции, так и для существующей. В рабочую группу по проведению анализа обычно входят представители отделов разработки, планирования производства, сбыта, обеспечения качества, представители опытного произ-водства. Целью анализа является выявление потенциальных дефектов изде-лия, вызывающих наибольший риск потребителя и внесение изменений в конструкцию изделия, которые бы позволили снизить такой риск. FMEA - анализ процесса эксплуатации обычно проводится в том же составе, как и FMEA - анализ конструкции. Целью проведения такого анализа служит формирование требований к конструкции изделия, обеспечивающих безопасность и удовлетворенность потребителя, т.е. подготовка исходных данных как для процесса разработки конструкции, так и для последующего FMEA - анализа конструкции.
Технология проведения FMEA - анализа.
FMEA - анализ включает два основных этапа:
- этап построения компонентной, структурной, функциональной и потоковой моделей объекта анализа; если FMEA-анализ проводится совместно с ФСА или ФФА - анализом (на практике обычно именно так и происходит), используются ранее построенные модели;
- этап исследования моделей, при котором определяются:
потенциальные дефекты для каждого из элементов компонентной мо-дели объекта; такие дефекты обычно связаны или с отказом функционального элемента (его разрушением, поломкой и т.д.) или с неправильным выполнением элементом его полезных функций (отказом по точности, производи-тельности и т.д.) или с вредными функциями элемента; в качестве первого шага рекомендуется перепроверка предыдущего FMEA-анализа или анализ проблем, возникших за время гарантийного срока; необходимо также рас-сматривать потенциальные дефекты, которые могут возникнуть при транспортировке, хранении, а также при изменении внешних условий (влажность, давление, температура);
потенциальные причины дефектов ; для их выявления могут быть ис-пользованы диаграммы Ишикавы, которые строятся для каждой из функций объекта, связанных с появлением дефектов;
потенциальные последствия дефектов для потребителя ; поскольку каж-дый из рассматриваемых дефектов может вызвать цепочку отказов в объекте, при анализе последствий используются структурная и потоковая модели объ-екта;
возможности контроля появления дефектов ; определяется, может ли дефект быть выявленным до наступления последствий в результате предусмотренных в объекте мер по контролю, диагностике, самодиагностике и др.;
параметр тяжести последствий для потребителя В ; это - экспертная оценка, проставляемая обычно по 10-ти балльной шкале; наивысший балл проставляется для случаев, когда последствия дефекта влекут юридическую ответственность;
параметр частоты возникновения дефекта А ; это - также экспертная оценка, проставляемая по 10-ти балльной шкале; наивысший балл проставляется, когда оценка частоты возникновения составляет 1/4 и выше;
параметр вероятности не обнаружения дефекта Е ; как и предыдущие параметры, он является 10-ти балльной экспертной оценкой; наивысший балл проставляется для "скрытых" дефектов, которые не могут быть выявлены до наступления последствий;
параметр риска потребителя RPZ ; он определяется как произведение В х А х Е; этот параметр показывает, в каких отношениях друг к другу в настоящее время находятся причины возникновения дефектов; дефекты с наибольшим коэффициентом приоритета риска (RPZ больше, либо равно 100...120) подлежат устранению в первую очередь.

Рисунок 2: Схема FMEA-анализа
Результаты анализа заносятся в специальную таблицу (см. рис.2). Выявленные "узкие места", - компоненты объекта, для которых RPZ будет больше 100...120, - подвергаются изменениям, то есть разрабатываются корректировочные мероприятия.
- Исключить причину возникновения дефекта. При помощи изменения конструкции или процесса уменьшить возможность возникновения дефекта (уменьшается параметр А).
- Воспрепятствовать возникновению дефекта. При помощи статистиче-ского регулирования помешать возникновению дефекта (уменьшается параметр А).
- Снизить влияние дефекта. Снизить влияние проявления дефекта на за-казчика или последующий процесс с учетом изменения сроков и затрат (уменьшается параметр В).
- Облегчить и повысить достоверность выявления дефекта. Облегчить выявление дефекта и последующий ремонт (уменьшается параметр Е).
По степени влияния на повышение качества процесса или изделия кор-ректировочные мероприятия располагаются следующим образом:
- изменение структуры объекта (конструкции, схемы и т.д.);
- изменение процесса функционирования объекта (последовательности операций и переходов, их содержания и др.);
- улучшение системы качества.
Часто разработанные мероприятия заносятся в последующую графу таб-лицы FMEA-анализа. Затем пересчитывается потенциальный риск RPZ после проведения корректировочных мероприятий. Если не удалось его снизить до приемлемых приделов (малого риска RPZ<40 или среднего риска rpz<100), разрабатываются дополнительные корректировочные мероприятия и повторяются предыдущие шаги.
По результатам анализа для разработанных корректировочных мероприя-тий составляется план их внедрения. Определяется:
- в какой временной последовательности следует внедрять эти мероприятия и сколько времени проведение каждого мероприятия потребует, через сколько времени после начала его проведения проявится запланированный эффект;
- кто будет отвечать за проведение каждого из этих мероприятий и кто будет конкретным его исполнителем;
- где (в каком структурном подразделении организации) они должны быть проведены;
- из какого источника будет производиться финансирование проведения мероприятия (статья бюджета предприятия, другие источники).
В настоящее время FMEA-анализ очень широко применяется в промыш-ленности Японии, США, активно внедряется в странах ЕС. Его использование позволяет резко сократить "детские болезни" при внедрении разработок в производство.
Функционально - физический анализ
Этот вид функционального анализа был создан в 70-е годы в результате работ, параллельно проводившихся в Германии (работы профессора Колера) и в СССР (работы школы профессора Половинкина). Его целью является анализ физических принципов действия, технических и физических противоречий в технических объектах (ТО) для того, чтобы оценить качество принятых технических решений и предложить новые технические решения. При этом широко используются методы:
- эвристических приемов, то есть обобщенных правил изменения структуры и свойств ТО; в настоящее время созданы банки данных как по межотраслевым эвристическим приемам, так и по частным, применяемым в отдельных отраслях; большой вклад в решение этой проблемы внесен советской школой изобретательства Альтшуллера;
- анализа следствий из общих законов и частных закономерностей развития ТО; эти законы применительно к различным отраслям промышленности установлены работами школы профессора Половинкина и др.;
- синтеза цепочек физических эффектов для получения новых физических принципов действия ТО; в настоящее время существуют программные продукты, разработанные российскими исследователями, автоматизирующие этот процесс.
Первый этап ФФА аналогичен первому этапу ФСА или FMEA-анализа. Обычно ФФА проводится в следующей последовательности:
- формулируется проблема; для ее формулировки могут быть использо-ваны результаты ФСА или FMEA-анализа; описание проблемы должно включать назначение ТО, условия его функционирования и технические требования к ТО; формулировка проблемы должна способствовать раскрытию творческих возможностей и развитие фантазии для поиска возможных решений в широкой области, поэтому при описании проблемы необходимо избегать специальных терминов, раскрывающих физический принцип действия и кон-структорско - технологические решения, использованные в прототипе;
- составляется описание функций назначения ТО; описание базируется на анализе запросов потребителя и должно содержать четкую и краткую характеристику технического объекта, с помощью которого можно удовлетворить возникшую потребность; для понимания функций назначения ТО необходимо дать краткое описание надсистемы, т.е. системы, в которую входит проектируемый ТО; описание функций ТО включает: действия, выполняемые ТО, объект, на который направлено действие, и условия работы ТО для всех стадий жизненного цикла ТО;
- производится анализ надсистемы ТО; к надсистеме относится и внешняя среда, в которой функционирует и с которой взаимодействует рассматриваемый ТО; анализ надсистемы производится с помощью струкурной и потоковой модели ТО; при этом целесообразно воспользоваться эвристическими приемами, например, рассмотреть, можно ли выполнить функцию рассматриваемого ТО путем внесения изменений в смежные объекты надсистемы; нельзя ли какому-либо смежному объекту надсистемы частично или полностью передать выполнение некоторых функций рассматриваемого ТО; что мешает внесению необходимых изменений и нельзя ли устранить мешающие факторы;
- составляется список технических требований к ТО; этот список должен базироваться на анализе требований потребителей; на этой стадии целесообразно использовать приемы описанной ниже технологии развертывания функций качества;
- строится функциональная модель ТО обычно в виде функционально-логической схемы;
- анализируются физические принципы действия для функций ТО;
- определяются технические и физические противоречия для функций ТО, такие противоречия возникают между техническими параметрами ТО при попытке одновременно удовлетворить нескольким требованиям потребителя;
- определяются приемы разрешения противоречий и направления совер-шенствования ТО; для того, чтобы реализовать совокупность потребительских свойств объекта, отраженных в его функциональной модели, с помощью минимального числа элементов, модель преобразуется в функционально-идеальную; поиск вариантов технических решений часто производят с помощью морфологических таблиц.
На последнем этапе ФФА рекомендуется строить графики, эквивалентные схемы, математические модели ТО. Важно, чтобы модель была продуктивной, т.е. позволяла найти новые возможные решения. Приветствуется всякая инициатива и творчество. К формированию морфологической таблицы целесообразно приступить тогда, когда появится несколько предлагаемых решений для различных функциональных элементов ТО.
Применение ФФА позволяет повысить качество проектных решений, создавать в короткие сроки высокоэффективные образцы техники и технологий и таким образом обеспечивать конкурентное преимущество предприятия.
QFD (технология развертывания функций качества)
Проблема конкуренции с продукцией фирм Японии и США становится все более острой не только для европейских фирм, но и для российских. А острием этой конкурентной борьбы являются:
- повышение эффективности производства, в частности, снижение затрат на разработку качественной конкурентной продукции;
- ориентация всех стадий производственного процесса, начиная от разработки, на удовлетворение потребителей;
- повышение деловой культуры и улучшение управления во всех звеньях производства.
Для того, чтобы выполнить эти требования, требуется использовать новую технологию разработки, планирования и технической подготовки производства изделий. Такая технология разрабатывалась в Японии начиная с конца 60-х годов и сейчас все шире используется в разных странах мира. Одним из основных инструментом этой технологии является метод QFD (Quality Function Deployment - развертывание функций качества, РФК ). Это - экспертный метод, использующий табличный метод представления данных, причем со специфической формой таблиц, которые получили название "домиков качества".
Основная идея РФК . Основная идея технологии РФК заключается в пони-мании того, что между потребительскими свойствами ("фактическими показателями качества" по терминологии К. Ишикавы) и нормируемыми в стандартах, технических условиях параметрами продукта ("вспомогательными показателями качества" по терминологии К. Ишикавы) существует большое различие.
Вспомогательные показатели качества важны для производителя, но не всегда существенны для потребителя. Идеальным случаем был бы такой, когда производитель мог проконтролировать качество продукции непосредственно по фактическим показателям, но это, как правило, невозможно, поэтому он пользуется вспомогательными показателями.
Технология РФК - это последовательность действий производителя по преобразованию фактических показателей качества изделия в техни-ческие требования к продукции, процессам и оборудованию.
Инструменты РФК . Основным инструментом технологии РФК является таблица специального вида, получившая название "домик качества". В этой таблице удобно отображать связь между фактическими показателями качества (потребительскими свойствами) и вспомогательными показателями (техническими требованиями). Один из вариантов таблицы приведен на рис.3.

Рисунок 3: Схема процесса РФК
Основные этапы технологии РФК :
- Разработка плана качества и проекта качества.
- Разработка детализированного проекта качества и подготовка производства.
- Разработка техпроцессов.
Таким образом, такая технология работы позволяет учитывать требования потребителя на всех стадиях производства изделий, для всех элементов качества предприятия и, таким образом, резко повысить степень удовлетворенности потребителя, снизить затраты на проектирование и подготовку производства изделий.
Технология развертывания функции качества (QFD)
В зарубежной литературе этот метод известен как QFD (аббревиатура от Quality Function Deployment), он имеет также и второе название - "структурирование функции качества". Подробный анализ QFD дан в работе .
Впервые этот метод был использован в 1972 г. в г. Кобс (Япония) на судоверфи. Пионером в области внедрения методологии QFD является фирма "Тойота". В США QFD начали использовать в 1983 г. и несколько позже - в Европе. В России этот метод пока не применяется.
Идея QFD заключается в отслеживании требований потребителя на всех этапах жизненного цикла продукции (начиная с ее планирования) с целью гарантированного получения конечного результата, соответствующего ожиданиям потребителя.
Изготовитель, осуществляющий коррекцию качества (в соответствии с пожеланиями потребителя) па ранних стадиях, несет значительно меньшие издержки, чем при его исправлении на стадии производства, а тем более в период эксплуатации. Об этом свидетельствует правило десятикратных затрат (рис 4.9). Метод QFD позволяет не только снизить себестоимость продукции, но и сроки освоения новой продукции.
Рис. 4.9.
В работе по развертыванию функции качества используются матричные диаграммы, напоминающие дом и поэтому названные "Домом качества" (рис. 4.10).

Рис 4.10. Составляющие различных частей (комнат) "Дома качества"
По мнению авторов модели QFD, ее представление не в виде рабочих таблиц, а в виде "дома" позволяет сделать рутинную работу интересной. Японские специалисты говорят: "Всякое дело, которое делается слишком серьезно, обречено на неудачу. Мы должны получать удовольствие от всего, что мы делаем".
Модель QFD имеет пять основных элементов. Рассмотрим их, используя "Дом качества" и элементарный пример с улучшением качества карандаша (табл. 4.8).
Первый элемент - уточнение требований потребителя. Потребитель формулирует свои пожелания обычно в абстрактной форме, например: "карандаш не должен вертеться", "не должен пачкать". Подобные требования потребителя называют "голосом потребителя".
Таблица 4.8
Пример заполнения матрицы
|
Требования (что) к карандашу |
Характеристики карандаша (как) |
||||
|
важность (с позиции потребителя) |
время между заточками |
свинцовая пыль (изменение массы грифеля) |
шестигранник с утолщением |
||
|
Легко держать |
|||||
|
Не должен пачкать |
|||||
|
Сохранение острия грифеля |
|||||
|
Не должен вертеться |
|||||
|
Абсолютный вес (важность) параметра качества, баллы |
|||||
|
Относительный вес, % |
|||||
|
измерения |
|||||
|
Технические характеристики конкурента |
|||||
Примечание. Связь: ® - сильная (9); О - средняя (3); Δ - слабая (1): в скобках указана весомость каждой из них.
Составляющая часть "Дома качества" - комната, представленная на рис. 4.10 как "требование потребителя", в дальнейшем будет кратко именоваться компонентом "что". Информацию об этом компоненте "добывают" маркетологи.
Второй элемент - перевод требований потребителя в технические характеристики. На этом этапе специалисты отвечают на вопрос: "Как сделать?", т.е. как реализовать пожелания потребителя. Превращение компонента "что" в компонент "как" осуществляется группой инженеров.
Для карандаша - это параметры "длина", "время между заточками", "форма карандаша", которые показаны в шапке табл. 4.8. В "Доме качества" инженерные характеристики представлены в комнате второго этажа.
Третий элемент - выявление тесноты связи между соответствующими компонентами "что" и "как". Из табл. 4.8 следует, что наиболее тесная связь наблюдается между компонентом "что" - "сохранение острия грифеля" и "как" - "время между заточками". Между компонентом "время между заточками" и компонентом "не должен пачкать" (карандаш, который используется без заточки, меньше пачкает) связь менее тесная - средняя.
Четвертый элемент - установление рейтинга важности показателей. Это осуществляется путем определения скалярного произведения векторов.
Для наиболее важного, с точки зрения потребителя, показателя "сохранение острия грифеля" скалярное произведение будет равно сумме произведений следующих векторов важности компонента "что" и векторов "как": "сохранение острия грифеля" и "время между заточками" (5×9 = 45); векторов "не должен пачкать" и "время между заточками" (4×3 = 12). Таким образом, рейтинг составит: 45 + 12 = 57.
Пятый элемент - выбор цели, т.е. выбор таких значений параметров качества создаваемого товара, которые не только будут соответствовать ожиданиям потребителя, но и обеспечат конкурентоспособность товара в намеченном сегменте рынка. Цель формулируется после изучения и оценки товаров-конкуреитов ("веранда дома" на рис. 4.10).
В примере с карандашом цель, которую выбрал изготовитель, - это достижение времени между заточками, измеряемой 100 эталонными линиями. Карандаш-конкурент может затупиться после нанесения данного числа эталонных линий и потребовать повторной заточки.
Треугольная часть матрицы (рис 4.10), напоминающая по форме крышу дома, заполняется символами "+" и "-", которые указывают на положительную и отрицательную связи между соответствующими инженерными характери стиками с позиции потребителей. В процессе разработки нового товара может возникнуть коллизия, когда для удовлетворения требований потребителя необходимо будет найти компромисс между характеристиками, влияющими на качество с разным знаком, чтобы "крыша не поехала".
Пример
Например, при создании гигиенической синтетической кожи требуется сформировать в ней такую микроструктуру, которая бы позволила сочетать стойкость к наружной влаге и проницаемость для внутренней влаги (пота). В натуральной коже природа реализовала эти два противоречащие друг другу требования.
Подобные проблемы решаются методом мозговой атаки и нередко завершаются крупным изобретением. Так, на фирме "Тойота" было сделано выдающееся изобретение в автомобилестроении - возможность применения керамики при изготовлении корпуса двигателя. Проблема состояла в том, что для удовлетворения требований рынка необходимо было одновременно снижать электропроводность корпуса двигателя и увеличивать прочность, а в классе сплавов это не удавалось. И тогда возникла идея использования керамики как диэлектрика. Были разработаны керамические составы для изготовления корпусов двигателей, которые не уступали по прочности корпусам из сплавов. Это крупное открытие позволило преодолеть противоречие между требованиями.
Для окончательного определения цели и задания на проектирование производится техническая и экономическая проработка проблемы (углубление "подвальчика дома"). На основе заключений экспертов высшее руководство принимает окончательное решение. На его основе создается техническое задание на разработку, конструирование и проектирование новой продукции.
Одной из наиболее эффективных методик в области планирования качества является структурирование (развертывание) (Quality Function Deployment - QFD).
Структурирование функций качества - это метод структурирования нужд и пожеланий потребителя через развертывание функций и операций деятельности по обеспечению на каждом этапе жизненного цикла проекта создания продукции такого качества, которое бы гарантировало получение конечного результата, соответствующего ожиданиям потребителя.
Согласно методу СФК требования потребителя надлежит развертывать и конкретизировать поэтапно - от прединвестиционных исследований до предпродажной подготовки.
Основным инструментом СФК является таблица, получившая название «дом качества» (Quality House). В ней отображается связь между фактическими показателями качества (потребительскими свойствами) и вспомогательными показателями (техническими требованиями).

Рисунок 1. Таблица «Дом качества».
Рассмотрим процесс планирования новой продукции путем СФК на достаточно простом и понятном всем примере создания автомобиля.
Этап 1 - выяснение и уточнение требований потребителей . Потребитель формулирует свои пожелания, как правило, в абстрактной форме, например «удобная мебель» или «легкий телефон». Для него такой способ выражения своих потребностей является вполне нормальным. Но для инженеров, проектировщиков, конструкторов этого недостаточно, им необходимо четко определить размеры, материалы, требования к обработке поверхности, допустимый вес и т.д.
Задача производителя состоит в том, чтобы с помощью различных методов преобразовать требования («голос») потребителя в инженерные характеристики продукта. Так, требование «экономичный автомобиль» в результате такой работы может быть развернуто в требования «низкая отпускная цена», «низкая стоимость пробега», а затем - в конкретные показатели, например «продажная стоимость X рублей», «расход бензина Y л/100 км». Только после этого производитель может ответить на вопрос, что нужно сделать, чтобы удовлетворить ожидания потребителя.
Опрос производится следующим образом. Сначала делают выборку потенциальных потребителей, хорошо представляющую все множество потенциальных потребителей в определенном рыночном сегменте, в котором действует компания. Затем в рамках выборки производится опрос, на основе результатов которого определяют, какими свойствами должна обладать данная продукция, чтобы потребители хотели ее купить. По результатам опроса составляют список потребительских требований к планируемой продукции. Данные требования записывают в графу будущей матрицы СФК.
Этап 2 - ранжирование потребительских требований. Для ранжирования необходимо оценить рейтинги потребительских требований, которые определяются на этапе 1. Требования потребителей всегда противоречивы, поэтому создать продукцию, отвечающую всем потребительским требованиям, невозможно. Необходимо иметь четкое представление о том, какие требования необходимо удовлетворить обязательно, а какими можно в известной степени поступиться. Для этого следует упорядочить список потребительских требований по степени их важности. В результате вводится еще одна графа, в которой указывается степень важности каждого из требований.
Этап 3 - разработка инженерных характеристик. Эту задачу решает команда разработчиков, создаваемая специально для данного случая. На этом этапе она должна составить список инженерных характеристик будущего изделия - взгляд на изделие с точки зрения инженера. Paзумеется, характеристики должны быть достаточно определенными, четкими, т.е. описаны на языке, принятом у разработчиков.
Этап 4 - вычисление зависимостей потребительских требований и инженерных характеристик. В результате выполнения предыдущих этапов проектировщики получили ранжированный список потребительских требований, составленный на языке потребителя, и инженерных характеристик, сформулированных на языке разработчиков. Для успешной разработки изделия потребительские требования необходимо перевести в инженерные характеристики.
Необходимо ответить на вопрос: как данное потребительское требование зависит от того, какое значение будет отведено характеристике? Возьмем, к примеру, требование покупателя автомобиля - «минимальный расход бензина». В первой графе инженерных характеристик стоит, скажем, масса автомобиля. На этом этапе не требуется слишком точная, детальная информация. Достаточно таких неопределенных понятий, как «сильная связь», «средняя связь» и «слабая связь».
Далее необходимо решить, оставлять ли в проектируемом продукте те инженерные характеристики, которые не нужны потребителю. Некоторые характеристики, даже если они не нужны потребителю, могут быть необходимы для нормального функционирования продукта - в данном случае автомобиля. Поэтому ряд характеристик продукта, не представляющих ценности для потребителя, но при этом важных для его функционирования, необходимо оставить.
Этап 5 - построение «крыши». Инженерные характеристики могут быть разнонаправленными, а значит, могут противоречить друг другу. Например, характеристика «масса автомобиля» явно вступает в противоречие с характеристикой «минимальный расход бензина», поскольку на разгон тяжелого автомобиля требуется больше бензина.
Противоречащие друг другу характеристики обозначим знаком «минус», а «однонаправленные» - знаком «плюс». Эту зависимость необходимо будет учесть при оптимизации всей системы. Данные характеристики определяют, каким способом, при каких условиях, в каких режимах следует вести процесс производства, чтобы в конечном счете получить продукцию, максимально отвечающую потребительским требованиям.
«Крыша дома качества» представляет собой корреляционную матрицу, заполненную символами, которые указывают на положительную или отрицательную связь между соответствующими техническими характеристиками продукта с позиций интересов потребителя. С помощью корреляционной матрицы можно наглядно продемонстрировать соотношение между основными показателями качества, стоимости и времени.
Этап 6 - определение весовых значений инженерных характеристик с учетом рейтинга потребительских требований, а также зависимости между потребительскими требованиями и инженерными характеристиками.
Умножив относительный вес потребительских требований (рейтинг) на числовой показатель связи между потребительскими требованиями и инженерными характеристиками, определенный на четвертом этапе, получим относительную важность каждой инженерной характеристики. Суммируя результаты по всей графе соответствующей инженерной характеристики, получаем значение цели. Инженерной характеристике с наибольшим значением цели следует уделить основное внимание.
Этап 7 - учет технических ограничений. Не все значения инженерных характеристик достижимы. Конечно, вряд ли кто-нибудь отказался бы иметь суперскоростной спортивный автомобиль массой в несколько сотен килограммов, однако реализовать это технически невозможно, по крайней мере, при нынешнем уровне развития техники. Поэтому в следующей строчке матрицы проставляют экспертные оценки технической реализуемости тех значений инженерных характеристик, которых в наибольшей степени требуют потребители. С учетом этого получают скорректированные целевые значения инженерных характеристик.
Этап 8 - учет влияния конкурентов. Понятно, что на реальном рынке всегда существует конкуренция и конкурентов в определенной нише может быть очень много. Допустим, что у нас два конкурента: у первого рыночная доля чуть больше нашей, у второго - чуть меньше. Оба представляют для нас потенциальную опасность. Первый - тем, что он занимает большую нишу, а следовательно, более «силен» в экономическом отношении. Второй, хотя и не достиг нашего уровня, активно стремится к этому и скорее всего планирует выпустить новый конкурентоспособный продукт.
В результате выполнения вышеуказанных процедур получают исходные данные для технического задания на проектирование и разработку новой продукции. Построение матрицы СФК, получение инженерных характеристик - это лишь первая из четырех фаз «развертывания» потребительских требований не только в инженерные характеристики, но и в показатели процесса и всего производства.
В целом метод СФК позволяет не только формализовать процедуру определения основных характеристик разрабатываемого продукта с учетом пожеланий потребителя, но и принимать обоснованные решения по управлению качеством процессов его создания.
Таким образом, «развертывая» качество на начальных этапах жизненного цикла продукта в соответствии с нуждами и пожеланиями потребителя, удается избежать корректировки параметров продукта после его появления на рынке (или, по крайней мере, свести ее к минимуму), а следовательно, обеспечить высокую ценность и одновременно относительно низкую стоимость продукта (за счет сведения к минимуму непроизводственных издержек).
5.3.1 Основные понятия и этапы применения QFD-методологииРазвертывание функции качества (Quality Function Deployment - QFD) - это методология систематического и структурированного преобразования пожеланий потребителей (уже на ранних (первых) этапах петли качества) в требования к качеству продукции, услуги и/или процесса.
QFD-методология представляет собой оригинальную японскую разработку, в соответствии с которой пожелания (установленные и предполагаемые потребности) потребителей с помощью матриц (рис. 5.5) переводятся в подробно изложенные технические параметры (характеристики) продукции
Рис. 5.5. Базовая структура QFD-диаграммы («дома качества») .
и цели ее проектирования. Представленную на рис. 5.5 структуру (состоящую из нескольких таблиц-матриц), используемую в рамках QFD-методологии, из-за ее формы называют «домом качества» (quality house).
Сначала важные (необходимые, критические) пожелания потребителей с помощью первого «дома качества» преобразовываются в детальные технические характеристики продукции, а затем (посредством трех последующих «домов качества», представленных на рис. 5.6) - в детальные технические требования сначала к характеристикам компонентов продукции, потом - к характеристикам процессов и, в конце концов, как к способам контроля и управления производством, так и к оборудованию для осуществления этого производства. Эти технические требования к производству (к способу контроля и управления, а также и к оборудованию) должны обеспечить достижение высокого качества продукции.
Первый «дом качества» (рис. 5.6) устанавливает связь между пожеланиями потребителей и техническими условиями, содержащими требования к характеристикам продукции. Для второго «дома качества» центром внимания является взаимосвязь между характеристиками продукции и характеристиками компонентов (частей) этой продукции.
Рис. 5.6. Основные шаги последовательного применения QFD-методологии .
Третий «дом качества» устанавливает связь между требованиями к компонентам продукции и требованиями к характеристикам процесса. В результате устанавливаются индикаторы (критерии) выполнения важнейших (критических) процессов.
Наконец, с применением четвертого «дома качества» характеристики процесса преобразуются в характеристики оборудования и способы контроля технологических операций производства, которые следует применить для выпуска качественной продукции по приемлемой цене, что должно обеспечить высокий уровень удовлетворенности потребителей.
В результате применения QFD-методологии, помимо прочего, полученные требования к оборудованию и к технологическим операциям производства включаются в качестве неотъемлемых частей в стандартные рабочие инструкции для каждого шага производственного процесса.
СВ. Пономарев, СВ. Мищенко, В.Я. Белобрагин и др. «Управление качеством продукции»
Комплексные инструменты и методологии улучшения качества
к имеющимся и потенциальным потребителям, путем проведения устных опросов и интервью, а также с применением «мозговой атаки», проведенной с участием специалистов по маркетингу, проектированию, производству и продажам рассматриваемой продукции. Важными источниками информации для оценки и отображения ожиданий потребителей могут быть также:
Посещение торговых демонстраций, ярмарок и выставок;
Мнения опытного в вопросах продаж персонала;
Регистрация запросов потребителей (заказчиков, покупателей, клиентов);
Прямые контакты с потребителями, а также с представителями конкурирующих фирм;
Результаты работ, выполненных в рамках бенчмаркинга.
2. Сравните характеристики (эксплуатационные качества) вашей продукции с показателями конкурирующей продукции. Оцените и выразите в виде чисел качество вашей продукции, а затем в письменном виде представьте ее сильные и слабые стороны (с точки зрения покупателей, заказчиков и клиентов).
3. Идентифицируйте и количественно определите цели и задачи планируемых улучшений. В письменном виде представьте, какие свойства продукции, входящие в реестр ожиданий потребителей, должны быть улучшены по сравнению с конкурирующей продукцией, и отобразите эти цели и задачи в виде документа.
4. Переведите ожидания потребителей на язык поддающихся количественному определению технических параметров и характеристик (технических условий) продукции. Установите, точно определите и ясно сформулируйте, как ожидания потребителей могут быть использованы для достижения вами преимуществ в конкурентной борьбе. Примерами таких технических параметров и характеристик могут служить:
Геометрический размер;
Вес (масса) изделия;
Потребление энергии;
Количество частей (деталей, узлов);
Вместимость, емкость, объем технологического аппарата;
Пределы измерения (прибора);
Допустимая погрешность изготовления детали (допуск) и т. п.
5. Исследуйте взаимозависимость между ожиданиями потребителей и параметрами (характеристиками) технических условий на продукцию. Отметьте в матрице связей, насколько сильно технические параметры и характеристики (технические условия) продукции влияют на уровень удовлетворения потребностей и ожиданий потребителей.
В данном параграфе главное внимание обращается на первый «дом качества», определяющий взаимосвязь пожеланий потребителей с техническими условиями (характеристиками) продукции.
5.3.2. Цели и задачи использования QFD-методологии
QFD-методология используется для обеспечения лучшего понимания ожиданий потребителей при проектировании, разработке и совершенствовании продукции, услуг и процессов с применением все большей и большей ориентации на установленные и предполагаемые потребности потребителей.
Цели и задачи QFD-методологии :
Выполнить принцип «все должно быть сделано правильно с первого раза и точно в срок» .
5.3.3. Примерный порядок применения QFD-методологии
Создайте межфункциональную команду специалистов, обучаемую и тренируемую лидером команды и поддерживаемую экспертом по QFD-методологии. Предпочтительно, чтобы руководителем (лидером) команды был производственный менеджер или инженер-технолог по продукции. Эксперт по QFD-методо-логии снабжает необходимой информацией и дает советы, касающиеся эффективного использования этой методологии, а на подготовительной стадии работы помогает сформулировать цели, задачи и область применения QFD-проекта.
Главными вопросами при практическом применении QFD-методологии являются следующие :
1) взяло ли высшее руководство на себя обязательства по качеству?
2) какую важную продукцию мы собираемся совершенствовать?
3) для каких сегментов рынка?
4) каковы наши потребители?
5) какую конкурирующую продукцию мы собираемся сравнивать с нашей?
6) как много времени потребуется для выполнения проекта?
7) какой должна быть структура и состав отчетов о работе?
1. Определите конкретную группу потребителей, составьте реестр (список) установленных и предполагаемых потребностей (ожиданий) потребителей и определите (оцените) приоритетность этих ожиданий с использованием, например, весовых коэффициентов. Реестр ожиданий потребителей, касающийся свойств и характеристик продукции, может быть составлен на основании анализа письменных запросов, направленных
6. Идентифицируйте силу взаимодействия между техническими параметрами и ясно отобразите это в треугольной матрице связей (матрице корреляций), образующей крышу «дома качества».
7. Оформите в письменном виде полученные значения всех технических параметров и характеристик продукции с указанием единиц их измерения. Выразите эти параметры и характеристики в виде измеримых данных.
8. Определите целевые (плановые) показатели проектирования новой продукции. Определите в письменном виде отличительные признаки (характеристики) предполагаемых улучшений технических параметров проектируемой продукции.
Аналогично следует действовать и при построении каждого из последующих «домов качества».
5.3.4. Пример применения QFD-методологии для улучшения качества эмали ПФ-115 белого цвета*
В этом примере рассматривается планирование улучшения качества эмали ПФ-115 белого цвета (алкидная эмаль, используемая для защиты металла от коррозии, а также в строительных, ремонтных и отделочных работах). На рис. 5.7 представлены заполненные таблицы первого «дома качества», использованные для перехода от выявленных ожиданий потребителей к характеристикам качества (техническим условиям) эмали ПФ-115 белого цвета.
5.3.4.1. Этап определения ожиданий потребителей
Ожидания потребителей на этом этапе были установлены с применением «мозговой атаки» и приведены (см. рис. 5.7) в «комнате» (субтаблице 1) «дома качества».
На этом этапе был рассмотрен вопрос о том, что является наиболее важным для потребителей. В частности, было установлено следующее описание потребностей:
2) чистый белый цвет;
3) малый расход;
4) долговечность покрытия;
5) хорошее высыхание;
6) отсутствие трещин, пузырей и т. п.;
7) неизменность цвета во времени.
Поскольку все эти ожидания имеют одинаковую важность для потребителей, то на рис. 5.7 приведены их весовые коэффициенты (множители) по пятибалльной шкале, а именно:
5 - очень ценно; 4 - ценно;
3 - менее ценно, но хорошо бы иметь; 2 - не очень ценно; 1 - не представляет ценности. Например (см. рис. 5.7), ожидание «блеск» получило оценку в виде весового коэффициента 4, так как оно является ценным, а ожидание «малый расход» - оценку 5, так как оно имеет большую ценность.
5.3.4.2. Этап определения сравнительной ценности продукции
На этом этапе выпускаемая фирмой продукция (эмаль ПФ-115 белого цвета) сравнивается с одним или несколькими лучшими видами конкурирующей продукции. В результате достигается понимание того, насколько производимая нами продукция является совершенной при сравнении с лучшими аналогами конкурирующих фирм. В этом случае также используется пятибалльная шкала от «отлично» до «плохо», а именно:
5 - отлично;
4 - хорошо;
3 - удовлетворительно (в основном соответствует);
2 - не очень удовлетворительно (соответствует отчасти);
1 - плохо (не соответствует ожиданиям).
Результаты такого сравнения представлены в субтаблице 2 (очередной «комнате» матрицы «дома качества» на рис. 5.7). Видно, что наша эмаль ПФ-115 белого цвета может рассматриваться как обладающая удовлетворительным «чистым белым цветом» и по этому ожиданию потребителей опережает эмаль конкурирующего завода. С другой стороны, эмаль ПФ-115 белого цвета конкурента имеет меньший расход, покрытие лучше блестит, на нем меньше трещин, пузырей, а цвет более стабилен во времени.
Изложенное выше сразу указывает на потенциальные возможности усовершенствования нашей продукции.
5.3.4.3. Этап установления целей проекта
На этом этапе мы желаем улучшить (исправить) имеющийся уровень показателей удовлетворения ожиданий потребителей по отношению к установленным показателям для конкурента. Другими словами, в субтаблице 3 (см. рис. 5.7) следует установить целевые значения (в цифровом виде) для каждого ожидания потребителей (характеристики, свойства) продукции. При этом еще раз используется пятибалльная шкала.
Для тех ожиданий (характеристик) продукции, которые не требуют улучшения, целевые значения устанавливаются на одном уровне с имеющимися на данный момент оценочными значениями для этих ожиданий. В рассматриваемом случае команда, созданная для осуществления проекта, в результате проведения «мозговой атаки» приняла решение, что не требуют улучшения следующие ожидания потребителей: «чистый белый цвет», «долговечность покрытия», «хорошее высыхание».
Этим ожиданиям потребителей были присвоены целевые значения соответственно 3, 4 и 5, которые будут оставаться постоянными на тех же уровнях, которые показаны в субтаблице 3.
Ожидания потребителей «блеск», «малый расход», «отсутствие трещин, пузырей и т. п.» и «неизменность цвета во времени», которые до начала работы имели оценочные значения соответственно 4, 3, 4 и 4 (ниже, чем у конкурирующей продукции), должны быть улучшены до целевых значений 5, 4, 5 и 5.
На базе определенных целевых значений могут быть вычислены относительные величины «степени улучшения» качества (по каждой из характеристик продукции) по формуле
Целевое значение
Степень улучшения =........................... (5.1)
Оценка продукции
Результаты вычислений по формуле (5.1) проставлены во втором столбце субтаблицы 3.
Из рассмотрения этой «комнаты» (субтаблицы 3) общей матрицы «дома качества» можно сделать вывод, что QFD-команда решила улучшить характеристики «блеск», «малый расход», «отсутствие трещин, пузырей и т. п.», «неизменность цвета во времени» до «степени улучшения», соответственно равной 1,25; 1,3; 1,25 и 1,25.
После этого в рамках определения целей проекта должна быть установлена весомость каждого ожидания потребителя или характеристики продукции. При этом весомость вычисляют по формуле Весомость Важность
ожидания = ожидания х Степень улучшения. (5.2) потребителя потребителя
При выполнении этой работы важность ожидания потребителя берется из второго столбца субтаблицы 1, а степень улучшения - из второго столбца субтаблицы 3.
При вычислениях по формуле (5.2) получены значения:
Весомость ожидания «блеск» = 4 х 1,25 = 5;
Весомость ожидания «чистый белый цвет» = 5x1 = 5;
Весомость ожидания «малый расход» = 5 х 1,3 = 6,5 и т. д. После завершения вычислений результаты оценки весомостей различных
ожиданий потребителя поместили в третий столбец субтаблицы 3, а в дополнительной нижней строке этого же столбца поместили сумму 35,5 всех значений весомостей. Приняв сумму 35,5 за 100 %, в четвертый столбец субтаблицы 3 поместим (выраженные в процентах) значения весомостей каждого ожидания потребителей. Например, выраженная в процентах весомость ожидания «блеск» была посчитана на основании пропорции:
35,5 соответствует 100 %; 5 соответствует х %.
В результате получили значение 5 х 100/35,5 = 14,08 = 14.
Для весомости ожидания «долговечность покрытия» получаем значение
4х 100/35,5 = 11 и т. д. После завершения вычислений следует проверить, чтобы сумма всех (выраженных в процентах) весомостей, помещенных в четвертый столбец субтаблицы 3, была равна 100 %.
5.3.4.4. Этап подробного описания технических характеристик продукции
После окончания этапа работы, связанного с визуализацией и оценкой весомости ожиданий потребителей, необходимо решить, как обеспечить выполнение этих ожиданий на практике. В рассматриваемом случае QFD-команда с применением «мозговой атаки» выработала решение о том, за счет изменения каких параметров (характеристик) продукции могут быть выполнены различные ожидания потребителей. Точнее говоря, было установлено, как технические характеристики продукции (как надо сделать?) соотносятся с тем, что ожидают и хотят получить потребители (что надо сделать?). В рассматриваемом примере были определены 14 технических характеристик эмали ПФ-115 белого цвета (см. рис. 5.7, субтаблица 4), связанные с пожеланиями и ожиданиями потребителей, а именно:
Массовая доля нелетучих веществ;
Условная вязкость;
Укрывистость высушенной пленки;
Степень перетира;
Блеск пленки;
Время высыхания до степени 3;
Твердость пленки;
Прочность покрытия при ударе;
Эластичность пленки при изгибе;
Адгезия;
Стойкость покрытия к статическому воздействию воды;
Морозостойкость;
Термостойкость.
Успех проектирования качественной эмали ПФ-115 белого цвета определяется правильным выбором значений этих технических характеристик.
5.3.4.5. Этап заполнения матрицы связей
На данном этапе изучается сила влияния технических характеристик продукции на выполнение ожиданий потребителя. Эта работа проводится с применением матрицы связей (см. рис. 5.7, субтаблицу 5), являющейся центральной частью общей матрицы «дома качества».
Посредством матрицы связей исследуется взаимосвязь между ожиданиями потребителей и техническими характеристиками (параметрами) продукции. Эта работа включает в себя взаимную стыковку того, «ЧТО НАДО СДЕЛАТЬ?» с тем, «КАК ЭТО НАДО СДЕЛАТЬ?»
Пустая (незаполненная) строка в матрице связей означает отсутствие какой-либо связи между техническими характеристиками продукции и соответствующим ожиданием потребителя, записанным в этой строке (ни одна из технических характеристик продукции не может удовлетворить данное ожидание потребителей). Аналогично пустая колонка указывает на ненужность этой технической характеристики, включенной в список характеристик продукции и удорожающей ее. Каждый элемент (ячейка, клеточка) матрицы связей, стоящий на пересечении ее строк и столбцов, определяет имеющуюся силу взаимосвязи между ожиданиями потребителей (записанными в каждой строке матрицы связей) и техническими характеристиками продукции (записанными в каждом столбце этой же матрицы связей). Символ, который находится в каждом из этих элементов, если такая взаимосвязь имеется, определяет, насколько сильна эта взаимосвязь.
При заполнении элементов (ячеек) матрицы связей для описания силы взаимосвязей на рис. 5.7 использованы символы, приведенные в табл. 5.3.
Таблица 5.3
Символы и коэффициенты, используемые для описания силы взаимосвязи Символ Сила взаимосвязи Весовой коэффициент ® Сильная 9 о Средняя 3 А Слабая 1 Отсутствие какого-либо символа на пересечении строк и столбцов матрицы связей означает, что нет взаимосвязи между соответствующими ожиданиями потребителей и техническими характеристиками продукции.
На рис. 5.7 видно, что ожидание потребителей «долговечность покрытия» очень сильно взаимосвязано с технической характеристикой «адгезия». Однако это же ожидание потребителей слабее взаимосвязано с характеристикой «время высыхания до степени 3» и совсем слабо связано с характеристикой «морозостойкость».
Цифровые оценки значимости взаимосвязи каждой технической характеристики проектируемой эмали ПФ-115 белого цвета должны быть представлены в ячейках (клеточках) матрицы связей на рис. 5.7. Эти цифровые оценки значимости легко подсчитываются по формуле
Значимость взаимосвязи = Сила взаимосвязи х Весомость, %. (5.3)
При вычислениях по формуле (5.3) используются числовые значения весовых коэффициентов «сила взаимосвязи» (см. табл. 5.3), а значения показателей «весомость, %» берутся по данным четвертого столбца субтаблицы 3 (см. рис. 5.7).
Примечание. Значения показателей «сила взаимосвязи», внесенные в виде символов «®», «О», «Д» в левые верхние части элементов (ячеек) матрицы связей (субтаблица 5), были определены членами QFD-команды в результате применения «мозговой атаки».
В нижние правые части элементов (ячеек) матрицы связей (см. рис. 5.7, субтаблицу 5) занесены числовые значения показателей «значимость взаимосвязи», например, для элемента (ячейки) на пересечении строки «долговечность покрытия» со столбцом «адгезия» по формуле (5.3) получим:
Значимость взаимосвязи = 9(®) х 11 = 99.
Аналогично на пересечении ожидания потребителя «блеск» с технической характеристикой «стойкость пленки к статическому воздействию воды» получаем:
Значимость взаимосвязи = 3(О) х 14 = 42
Суммы числовых значений показателей «значимость взаимосвязи» по каждому столбцу (колонке), представленные в верхней строке «суммарная оценка» субтаблицы 7, показывают приоритетность каждой технической характеристики проектируемой эмали ПФ-115 белого цвета. Из рис. 5.7 видно, что техническая характеристика «время высыхания до степени 3» имеет суммарную оценку 159, «адгезия» - 141, а «стойкость пленки к статическому воздействию воды» - 267.
Все значения, стоящие в верхней строке субтаблицы 7, были просуммированы. В результате получили итоговую величину 1491, отображенную в дополнительной ячейке субтаблицы 7. В нижней строке субтаблицы 7 помещены числовые значения приоритетности (выраженные в процентах от итоговой величины 1491) каждой технической характеристики проектируемой эмали ПФ-115 белого цвета. В частности, технические характеристики «стойкость пленки к статическому воздействию воды», «термостойкость», «укрывистость высушенной пленки» имеют наиболее высокие приоритеты: 18, 12 и 11 соответственно.
На стадии проектирования эмали ПФ-115 белого цвета на эти технические характеристики было обращено особое внимание.
5.3.4.6. Этап определения взаимодействия между техническими характеристиками продукции
Сила взаимосвязи между техническими параметрами отображается в элементах (ячейках) треугольной матрицы связей (субтаблица 6), образующей «крышу» матрицы «дома качества», с использованием символов, приведенных в табл. 5.3. Видно, что характеристика «твердость пленки» имеет слабую взаимосвязь с характеристикой «эластичность пленки при изгибе» и среднюю взаимосвязь с характеристикой «морозостойкость». Характеристика «условная вязкость» имеет сильную взаимосвязь с характеристикой «укрывистость высушенной пленки». Обозначенные символами «®», «О», «А» взаимосвязи имеют очень важное значение при детализации (подробном описании) путей усовершенствования этой продукции.
5.3.4.7. Этап технического анализа
На этом этапе в очередной «комнате» «дома качества» в верхней строке субтаблицы 8 были проставлены единицы измерения для каждой технической характеристики продукции. Например, за единицу измерения характеристики «массовая доля нелетучих веществ» принят процент (%), характеристики «твердость пленки» - условная единица (усл. ед.), а характеристики «стойкость пленки к статическому воздействию воды» - час (ч).
С использованием этих единиц измерения во второй и третьей строках субтаблицы 8 приведены значения технических характеристик «нашей» и конкурирующей продукции. В частности, после испытаний на морозостойкость на покрытии из «нашей» эмали ПФ-115 белого цвета появились мелкие трещины, а у конкурирующей эмали лишь уменьшился глянец. При статическом воздействии воды на покрытии из «нашей» эмали ПФ-115 белого цвета дефекты появляются через два часа, а в случае эмали конкурента - через четыре.
5.3.4.8. Этап определения целевых значений технических характеристик продукции
Целевые значения технических характеристик продукции определяют на основе имеющихся данных с учетом их приоритетности. Целевые значения имеют непосредственное отношение к улучшению технических характеристик продукции, к которому стремятся менеджеры, поэтому команды проектировщиков в дальнейшем должны осуществлять эти улучшения. В рассматриваемом нами примере главный упор сделан в основном на улучшение следующих характеристик:
Стойкость покрытия к статическому воздействию воды (18 %);
Термостойкость (12 %);
Укрывистость высушенной пленки (11 %).
QFD-команда, занимавшаяся выполнением проекта усовершенствования процесса производства эмали ПФ-115 белого цвета, помимо первого «дома качества», представленного на рис. 5.7, построила второй, третий и четвертый «дома качества» и с их помощью выработала рекомендации, приведенные ниже.
В связи с тем что эмаль ПФ-115 белого цвета используется для окраски металлических и деревянных изделий, эксплуатирующихся в атмосферных условиях, в первую очередь необходимо улучшить стойкость покрытия к статическому воздействию воды и его термостойкость. При построении последующих «домов качества» QFD-команда пришла к решению, что эти улучшения могут быть достигнуты путем замены мела, ранее применявшегося в качестве наполнителя, на микромрамор.
Для того чтобы улучшить укрывистость высушенной пленки, было рекомендовано использовать пигмент с более высокой белизной и со специальной формой частиц (игольчатой или чешуйчатой).
Для улучшения ожидания потребителя «блеск пленки» и технической характеристики «степень перетира» необходимо изменить режим введения плен-кообразователей в пасту в ходе процесса замеса. Первоначально следует вводить не свыше 60 % пленкообразователя, что обеспечивает более эффективное смачивание пигмента и наполнителя. Кроме того, необходимо ввести в технологию стадию «вызревание пигментной пасты» (после предварительного смешивания в течение 5-6 часов при температуре 20-35 °С), что ускоряет процесс диспергирования и позволяет снизить энергозатраты. Для вызревания пасты рекомендуется контролировать температуру воды-теплоносителя, которая должна быть близка к 40 °С.
Для снижения вероятности возникновения несоответствий было рекомендовано производить пересчет рецептуры на компьютере, что повысит точность и надежность расчетов, позволит уменьшить вероятность брака.
Диссольвер должен быть снабжен бесступенчатым вариатором скорости, позволяющим менять число оборотов от 0 до 2500 об/мин, так как пигментную пасту предварительно смешивают при скорости мешалки 400 об/мин, а диспергируют при скорости 2,0-2,5 тыс/мин.
Надеемся, что приведенный пример построения первого «дома качества» позволил вам получить необходимое представление о практическом применении QFD-методологии. Построение второго, третьего и четвертого «домов качества» выполняется аналогично.
Доверенности