Сущность, содержание и задачи процесса создания и освоения новой техники. Разработка новых видов техники осуществляется в процессе подготовки производства. Чем сложнее конструкция новой техники, тем больше времени, труда и средств требуется для проведения этой подготовки. От прогрессивности подготовки производства зависят не только сроки и ее стоимость, но и технический уровень и равномерность производства новой техники. Совокупность работ по созданию и освоению в производстве новых и совершенствованию ранее освоенных видов продукции и технологических процессов называют технической подготовкой производства (ТПП), который представляет собой особый вид деятельности. Он совмещает выработку научно-технической информации с ее превращением в материальный объект - новую технику.
Цель ТПП - создание образца новой техники и организация освоения его в производстве. Создание и освоение новой техники осуществляется в определенной последовательности фаз единого процесса технической подготовки производства (содержание ТПП): теоретические исследования, имеющие фундаментальный и поисковый характер; прикладные исследования, в процессе которых полученные на первом этапе знания находят практическое применение; опытно-конструкторские работы, в ходе выполнения которых полученные знания и выводы исследований реализуются в чертежах и образцах новых механизмов и машин; технологическое проектирование и проектно-организационные работы, в процессе выполнения которых разрабатываются технологические методы изготовления и формы организации производства новых изделий; техническое оснащение нового производства, заключающееся в изготовлении оборудования, технологической оснастки и инструмента, а также при необходимости - и в реконструкции предприятий и их подразделений; освоение производства новой продукции, когда созданные на предыдущих стадиях конструкции изделий и методы их изготовления проверяются и внедряются в производство; промышленное производство, обеспечивающее выпуск новой продукции по качеству и в количествах, обеспечивающих потребности рынка; использование вновь созданного продукта в сфере эксплуатации; изучение поведения вновь созданного продукта в сфере эксплуатации и разработка и внедрение новых видов продукции, воплощающих последние достижения науки и техники, соответствующие требованиям потребителей, конкурентоспособных на мировом рынке.
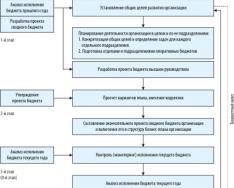
Содержание ТПП определяется масштабом производства, применительно к которому разрабатывается изделие, и его научно-техническими характеристиками (новизна, сложность, технология изготовления и т.п.). Основные задачи ТПП, пути и методы их осуществления приведены в табл. 7.4. ТПП новой техники включает в себя комплекс разнообразных научно-исследовательских, конструкторских, технологических и организационно-плановых мероприятий. Они производятся научно-исследовательскими, конструкторско-технологическими и проектными институтами (НИИ) совместно с предприятиями, акционерными обществами. По виду и характеру работ процессы ТПП подразделяются на фазы: научно-исследовательская, опытно-конструкторская, технологическая, организационно-материальная (производственная и экономическая) (рис. 7.6).
Организация научно-исследовательских работ. Современное производство не может успешно развиваться и совершенствоваться без выполнения соответствующих научных исследований. Научные исследования создают предпосылки для ускоренного развития техники, открывают новые потенциальные источники для повышения общественной производительности труда. К научно-исследовательским работам (НИР) относятся фундаментальные, поисковые и прикладные исследования.
Фундаментальные - исследования, которые изучают объективные явления и закономерности, принципиально новые пути преобразования природы и общества, производительных сил, создания высокоэффективных техники и технологии, использования новых источников энергии. Они часто выполняются без учета возможных областей применения полученных результатов, хотя в их процессе можно получить и побочные результаты прикладного характера. Результаты фундаментальных исследований служат основой для формирования
Основные задачи технической подготовки производства, пути и методы их осуществления
|
Задача ТПП |
Пути осуществления |
Методы осуществления |
|
1. Обеспечение непрерывного технического прогресса в соответствии с технической политикой в данной отрасли |
|
|
|
2. Создание условий для организации равномерного по графику и экономичного производства |
и учета производства |
1. Организация всех видов поточного и поточно-автоматизированного производства и технико-экономическое обоснование их целесообразности. 2. Применение АСУ |
|
3. Сокращение длительности, трудоемкости и стоимости подготовки производства |
|
и расчетных работ, размножения, комплектации и т.д. 5. Применение единой системы конструкторской,технологической документации (ЕСКД, ЕСТДи ЕСТПП) |
Рис. 7.6.
комплекса научно-технических проблем прикладного характера применительно к потребностям конкретных областей науки, техники и производства. Эти исследования осуществляются в основном в академических институтах, вузах, а на предприятиях не проводятся.
Поисковые - исследования, направленные на создание научного задела с целью его дальнейшего использования в прикладных исследованиях. Их выполняют тогда, когда отсутствуют готовые научные и технические решения. Они направлены на поиск оптимальных решений возникшей научной проблемы. Поисковые исследования имеют целью изучение возможности создания новой техники, форм и методов организации производства на основе ранее выполненных исследований фундаментального характера, вновь открытых закономерностей, принципов и явлений. Они исследуют принципиально новые направления конструирования технологии изготовления специального оборудования и материалов. Поисковые исследования в основном осуществляются в отраслевых НИИ, в некоторых случаях ведутся академическими институтами и вузами. Предприятия поисковых исследований не проводят.
Прикладные - исследования, направленные на решение научно-технических и организационно-экономических задач с целью получения конкретного результата для непосредственного его использования в проектных разработках. Прикладные НИР служат для определения наиболее совершенных методов разработки новых изделий, технологических процессов, коренного улучшения изготовленной продукции, материалов и способов их отработки. Эти исследования выполняются крупными предприятиями, отраслевыми НИИ и вузами, которые заключают с предприятиями хозяйственные договоры на выполнение конкретных научных работ для непосредственного внедрения результатов в производство. К НИР, выполняемым на предприятиях, условно относятся разработки по созданию нормативно-технических, проектных и информационных документов, подлежащих непосредственному внедрению в производство (стандартные и руководящие материалы, оргпроекты, справочники, научно-информационные материалы).
Организация конструкторской подготовки производства. Конструкторская подготовка производства (КПП) - это этап ТПП новых изделий, который осуществляется вслед за выполнением НИР, проектированием и экспериментальным исследованием новых рабочих процессов, материалов, кинематических схем. В ходе КПП производится переход от создания отдельных машин к разработке высокоэффективных систем машин, оборудования и приборов, обеспечивающих механизацию и автоматизацию всех процессов производства. Особое внимание уделяется разработке оборудования для принципиально новых ТП. Содержание и объем КПП определяется типом и масштабом производства, а также конструктивной сложностью изделия. Разработка конструкций новых машин выполняется отделом главного конструктора (ОГК) и конструкторскими бюро (КБ) головных заводов-изготовителей или НИИ и проектными организациями. КПП начинается с разработки ТЗ, которое определяет технические и экономические требования к новой продукции. ТЗ может быть получено от заказчика или разрабатывается конструкторской организацией. Оно включает: назначение изделия с указанием эксплуатационных и климатических условий его использования; основные технические параметры; приспособленность к техническому обслуживанию; долговечность в эксплуатации; требования безопасности, унификации, агрегатирования, эстетики и др.
К проекту ТЗ прилагается техническое предложение: разработка принципиальной схемы машины и ее предварительная компоновка; определение мощности, габаритов, вида привода, технической характеристики (границ применения).
Следующей стадией КПП является эскизный проект: разработка кинематических, электрических, гидравлических схем машины и ее компоновки, чертежей общих видов, макетирование, анализ патентной чистоты конструкции, определение себестоимости и ожидаемого экономического эффекта.
Затем следует стадия технического проекта, который определяет основное конструктивное устройство изделия и содержит комплект чертежей общих видов и сборочных чертежей узлов, а также пояснительную записку. В ней даются служебное назначение изделия и технические условия, анализ технического уровня изделия и сопоставление последнего с лучшими мировыми образцами, конкурентоспособность, расчеты на прочность агрегатов и узлов; спецификации и технические условия (ТУ), ведомости покупных изделий, программы и методики испытаний, патентный формуляр, а также приводится экономическое обоснование конструкции. На основе технического проекта разрабатывается рабочий проект: рабочие чертежи узлов, деталей для изготовления опытного образца, затем с учетом результатов испытаний - рабочие чертежи для подготовки производства. Последние содержат весь комплект технической документации по производству и эксплуатации изделий новой конструкции.
В результате КПП должна быть выпущена конструкторская документация, включающая: ТУ на изделие; конструкторские чертежи всех деталей, узлов и механизмов; кинематические, электрические и другие схемы; спецификации деталей; ведомости деталей и узлов, заимствованных из других машин; стандартных, нормализованных и покупных материалов; паспорт машины и инструкция по ее эксплуатации. В результате КПП изделие должно полностью отвечать ряду экономических, эксплуатационных, конструкторских, технологических и организационно-производственных требований (табл. 7.5).
Организация технологической подготовки производства. Технологическая подготовка производства (ТПП) представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску продукции заданного качества при установленных сроках, объеме производства и затратах. Содержание и объем ТПП определяются типом производства, конструкцией и служебным назначением изделия (табл. 7.6).
Под технологической готовностью предприятия понимается наличие на нем полного комплекта технологической документации и средств технологического оснащения, необходимых для производства новых изделий. ТПП имеет два направления для освоения производства нового изделия и для совершенствования ТП, не связанного с изменением конструкции изделия. Каждое направление имеет свои задачи, содержание и перечень работ, который зависит прежде всего от вида продукции и назначения ТП. Вся проектно-технологическая работа на предприятии выполняется отделом главного технолога (ОГТ) и отделом главного металлурга (ОГМет) совместно с технологическими бюро (тех. части) цехов. Применяются три
Требования к изделию, которые необходимо обеспечить в процессе конструкторской подготовки производства
|
Характер требований |
|
|
Экономические |
Соответствие достигаемых показателей заданиям плана технического прогресса, параметрическому ряду; обеспечение роста производительности общественного труда; снижение удельной себестоимости (на единицу массы, мощности, производительности) по сравнению с базовым (заменяемым) изделием |
|
Эксплуатацион |
Высокая производительность, достаточная надежность, транспортабельность, хорошая сохраняемость, безопасность работы; экологические, эстетические и эргономические требования |
|
Конструкторские |
Соответствие выбранных параметров конструкции условиям ее эксплуатации; выбор рациональной схемы; повышение мощности, рабочих скоростей; автоматизация регулирования, управления; унификация материалов, деталей, сборочных единиц и др.; замена механических связей электрическими, гидравлическими, пневматическими; выбор простейших форм деталей |
|
Технологические |
Соответствие конструкции оптимальным технологическим условиям ее изготовления; возможность типизации, механизации и автоматизации производственных процессов, обеспечение рациональных методов контроля |
|
Организационно производственные |
Соответствие конструкции условиям ее изготовления, возможность специализации производства |
формы организации работ по ТПП: децентрализованная, централизованная и смешанная. На предприятиях единичного и мелкосерийного производства ТПП выполняется децентрализованно. ОГТ, ОГМет, ОГС осуществляют методическое руководство, проводят работы по типизации технологических процессов и унификации оснастки. Все остальные работы делают технологические бюро цехов. На предприятиях крупносерийного и массового производства ТПП обычно ведется централизованно - в ОГТ, ОГМет, ОГС. Цеховые бюро занимаются внедрением разработанных ТП. При среднесерийном производстве чаще применяется смешанная форма организации ТПП, при которой цеховые бюро осуществляют разработку
Таблица 7.6
Основные функции и задачи технологической подготовки производства
|
Основные функции ТПП |
Общие задачи |
|
Обеспечение технологичности конструкции |
Установление типовых методов и средств обработки конструкции изделий на технологичность, установление базовых показателей технологичности конструкции изделия. Проведение технологического контроля конструкторской документации. Оценка уровня технологичности конструкции изделий. Внесение необходимых изменений в конструкцию изделий и ее документацию. Сокращение объемов работ по ТП П за счет обеспечения высокого уровня технологичности конструкции изделий и применения современных методов и средств выполнения соответствующих инженерно-технических работ |
|
Разработка техпроцессов |
Разработка и стандартизация типовых техпроцессов на детали и сборочные единицы общемашиностроительного применения. Организация отраслевого фонда документации на типовые техпроцессы и централизованное обеспечение этой документацией отраслей промышленности. Разработка, стандартизация и применение типовых техпроцессов, техпроцессов с применением методов групповой обработки и технологических операций на детали и сборочные единицы. Разработка и применение рабочих техпроцессов на детали и сборочные единицы, организация заводских фондов документации на типовые техпроцессы, техпроцессы с применением методов групповой обработки и технологические операции |
|
Проектирование и изготовление средств технологического оснащения |
Комплексная стандартизация средств технологического оснащения общемашиностроительного применения. Проведение работ по специализации проектирования и производства средств технологического оснащения предприятий отраслей промышленности и отраслевых баз проката средств технологического оснащения. Проведение унификации и стандартизации средств технологического оснащения. Организация применения средств технологического оснащения, в том числе унифицированных и стандартных средств, использование баз проката этих средств. Проектирование и изготовление специальных средств технологического оснащения |
|
Основные функции ТПП |
Общие задачи |
|
Организация и управление процессом ТПП |
Перспективное и годовое планирование, развитие и совершенствование ПП по отраслям промышленности и предприятиям отрасли. Установление типовых методов и технических средств организации и управления процессом ТПП. Разработка и утверждение методических и нормативных материалов для разработки типовых структур и определения численности служб ТПП. Установление типовых структур технологических служб. Разработка отраслевых методических материалов по организации и управлению процессом ТПП с учетом видов изделия и типов производства. Разработка отраслевых методических материалов по механизации и автоматизации инженерно-технических и управленческих работ по ТПП. Перспективное, годовое и текущее планирование, развитие и совершенствование ТП П на предприятии. Использование современных методов решения задач технологической подготовки производства с применением средств механизации инженерно-технических и управленческих работ. Организация и совершенствование структуры служб ТПП |
операционных технологических процессов. В составе ОГТ и ОГМет организуются специализированные бюро по видам обработки: литейные, кузнечные, термические, покрытия, механические, сборочные и др.
Поскольку для каждого объекта производства нужно разработать технологические процессы и изготовить оснастку по различным фазам производства (заготовительной, обработочной и сборочной), то ТПП часто оказывается наиболее трудоемким и продолжительным процессом. Объем ТПП увеличивается от единичного к массовому типу производства: в единичном производстве - 25%; в серийном - 50%; в массовом - 75% от всей технической подготовки производства.
Основные этапы ТПП :
- 1) предварительная проработка технической документации (технологический контроль);
- 2) разработка межцеховых технологических маршрутов;
- 3) разработка операционных процессов;
- 4) проектирование специальной оснастки оборудования;
- 5) выполнение технологической планировки;
- 6) расчет норм расхода материалов и определение потребности в трудовых и материальных ресурсах;
- 7) отработка и сдача ТП производственным цехам.
Перед разработкой ТП документация проходит предварительную проработку - выполняются технологический контроль чертежей и отработка их на технологичность, определяются объемы работ, сроки, затраты, экономическая эффективность, возможность обеспечения материальными, трудовыми и финансовыми ресурсами.
Непосредственно ТПП начинается с разработки межцеховых технологических маршрутов (расцеховка), которые устанавливают последовательность прохождения заготовок, деталей, сборочных единиц по производственным цехам и распределение номенклатуры между цехами и участками. В единичном и мелкосерийном производствах при универсальном оборудовании и оснастке, высокой квалификации рабочих разработка маршрутной технологии часто оказывается достаточной для изготовления деталей и сборки изделий.
В среднесерийном, крупносерийном, массовом типах производства нужна разработка подробных операционных ТП (технологических карт).
Проектирование технологических процессов заключается в составлении расцеховки; разработке технологий (технологических карт) по этапам производства (заготовка, обработка, сборка); выборе оборудования, инструмента и приспособлений; типизации технологических процессов; разработке процессов контроля; расчете норм времени.
Разработка технологических процессов осуществляется на основе рабочих чертежей и расцеховки, с учетом программы выпуска, паспортных данных оборудования. Используются также справочные и руководящие материалы. Разработанный ТП записывается (фиксируется) в технологических картах, которые должны отвечать всем требованиям данного типа производства. Детализацию ТП осуществляют в основном в массовом производстве и в наименьшей степени в индивидуальном.
Технологические карты должны быть приспособлены для обработки их информации на ЭВМ и могут иметь следующий вид:
- 1) маршрутные или планово-технологические карты. В них записывают маршрут перемещения заготовки или сборочного узла по рабочим местам цеха или завода (последовательный перечень основных операций с указанием оборудования, инструмента и приспособлений, разряда и норм времени). Назначение маршрутной технологии: в единичном производстве - основной документ , в массовом производстве - для планово-диспетчерских органов ;
- 2) технологические карты изготовления заготовок, деталей или сборки - структура ТП (подробные характеристики инструмента, режимы обработки, разряд работ и норма времени) - основной документ всех производств ;
- 3) оперативно-инструктивные карты - для рабочих и наладчиков. Содержат все переходы, методы настройки, режимы обработки и т.д. - в основном применяются в массовом производстве.
Нормирование труда осуществляется технологами при проектировании технологических процессов. Формы технологических карт должны предусматривать возможность их обработки на ЭВМ при составлении сводного документа трудоемкости по изготовлению машины, по цехам, по видам работ, по профессиям, по оборудованию и т.п. Эти данные являются исходными для планирования загрузки оборудования, для расчета численности рабочих, определения фонда заработной платы и других целей.
В ТПП основную его долю занимает этап проектирования и изготовления технологической оснастки.
Конструктор технологической оснастки проектирует приспособления по чертежам заготовок, картам технологических процессов. Вначале проверяют возможность использования наличной (спроектированной, изготовленной ранее) или нормализованной оснастки. Если необходимо проектировать новую оснастку, то нужно определить, можно ли использовать нормализованные детали или узлы для приспособления. Если количество единиц оснастки велико (в массовом производстве), устанавливается очередность ее освоения и изготовления: первая очередь - обеспечение изготовления опытного образца; вторая очередь - оснастка, которая вместе с первой очередью составляет комплект при условии развернутого (серийного или массового) производства. Здесь должно быть обеспечено снижение трудоемкости и сокращение циклов изготовления изделий до проекта. При поузловом освоении новой машины, при наличии графика освоения, очередность согласовывается с этим графиком. Заказы на изготовление оснастки целесообразнее размещать на специализированных предприятиях. Одновременно загружаются цехи: инструментальный, штампо-механический, модельный. Сроки изготовления оснастки устанавливаются ОГТ или ОГМет по графику подготовки производства. В массовом производстве часто возникает необходимость в нестандартном оборудовании и различных средствах механизации. Это оборудование проектируется так же, как приспособления (в том же порядке). Производство их целесообразно поручать специализированным предприятиям или на предприятии специализированным цехам или ремонтно-механическому цеху (РМЦ). Затем выполняются работы по составлению технологической планировки оборудования и рабочих мест, формированию участков. Осуществляется технико-экономическое обоснование технологических процессов и выбор метода перехода на выпуск нового изделия. Далее определяются потребности в оборудовании, расчет норм расхода материалов и потребности в рабочей силе и т.п. Нормативы материальных затрат разрабатываются на основе рабочих чертежей и расцеховки. Данные о расцеховке материалов на каждую деталь заносятся в спецификацию и обрабатываются на ЭВМ. В результате сводки получают по цехам - норму расхода материалов сводную - для составления и обоснования заявок. Завершается ТТП выполнением работ по выверке, наладке и внедрению в производство ТП, оборудования и оснастки. Осуществляются монтаж оборудования и его отладка на заданную точность и качество изготовления продукции; подготовка и комплектование кадров; проверка и отладка технологии; корректировка оснастки и, наконец, сдача ТП в производство. Проверка и отладка ТП выполняются аналогично тому, как конструкция проверяется на опытном образце, т.е. ТП осваивается на опытной серии (образце). Размер серии, например для автозавода, составляет 200-250 машин. Опытная партия изготовляется только в цехах основного производства. Все изменения технологических процессов и оснастки фиксируются в технологических протоколах. ТП внедрен и сдан цеху только после того, как на запроектированной технологии и оснастке с установленной трудоемкостью будет получена годная, отвечающая всем техническим требованиям и условиям продукция. О сдаче-приемке разработанного ТП подписывается специальный акт, согласно которому цех обязуется соблюдать принятую новую технологию по разработанной технологической документации.
Сравнительный технике-экономический анализ вариантов технологических процессов. Технолог должен обязательно провести сравнительный анализ вариантов ТП и выбрать наиболее эффективный, обеспечивающий выполнение технического задания. Для определения этого варианта необходимо по каждому существующему варианту просчитать затраты на производство продукции. При этом нет необходимости осуществлять расчет всех статей себестоимости. Можно сравнить только сумму затрат, меняющихся при изменении ТП, т.е. технологическую себестоимость, которая рассчитывается по формуле где С у, С п - условно-переменные и условно-постоянные затраты; ТУ - количество изделий, выпускаемых за плановый период выпуска.
Технологическая себестоимость всего выпуска изделий определяется по формуле С, А / "= С у И + С п N. Используя данные разных вариантов, нужно сравнить технологическую себестоимость одного изделия и всего выпуска по каждому варианту При сравнении двух вариантов ТП следует определить критический объем производства УУ К, при котором затраты по обоим вариантам равны:
С, - С х, +
П, к"п2 с - с
Определив величину критического объема производства, необходимо сравнить ее с плановым выпуском данной продукции УУ ПЛ и выбрать наиболее эффективный вариант ТП. Вариант с меньшими постоянными СП и большими переменными С у затратами экономичнее при Л^ пл УУ К экономичнее вариант с большими постоянными С„ и меньшими переменными С у затратами. Если внедрение нового варианта ТП требует дополнительных капитальных вложений, то сравнение вариантов необходимо осуществлять по сумме совокупных капитальных и текущих затрат, приведенных, например, к году.
Организационная подготовка производства (ОПП) и освоение новых видов продукции. Организация производства новых изделий предусматривает перестройку существующего ПП и всех составляющих его элементов. Освоение новых видов продукции требует не только разработки новых ТП и использования новых технологических средств, но и изменения форм и методов организации производства и труда, приобретения новых знаний и навыков кадровым составом коллектива, перестройки материально-технического снабжения ит.д.
В этих условиях необходимо внедрить ряд мероприятий по перестройке производства на выпуск новой продукции, т.е. осуществить ОПП. Комплекс работ, входящих в ОПП, связан с решением задач внутрипроизводственного и внешнего характера и от качества выполнения этих работ зависят общие технико-экономические показатели (ТЭП) работы предприятия, уровень организации производства и труда, материальное обеспечение нового производства. ОПП представляет собой комплекс процессов и работ, направленных на разработку и реализацию проекта организации производства нового изделия, системы организации и оплаты труда, материально-технического обеспечения производства, нормативной базы внутризаводского планирования с целью создания необходимых условий для высокопроизводительного и ускоренного освоения и выпуска новой продукции требуемого качества. ОПП подразделяется на ряд стадии:
- разработка проекта организации основного ПП: выбор формы организации производства, специализации цехов и участков, кооперирования между ними. Определение потребности в площадях и оборудовании для выпуска нового изделия. Составление планировок цехов и участков. Разработка проекта реконструкции цехов. Разработка или совершенствование системы оперативнопроизводственного планирования;
- разработка проекта технического обслуживания (ТО) производства: составление планов движения предметов труда в производстве, выбор и определение необходимых средств внутризаводского транспорта и тары. Разработка проектов организации складского хозяйства, ремонтного и инструментального обслуживания. Выбор форм контроля новой продукции;
- разработка организации и оплаты труда: создание рационального проекта разделения и кооперации труда. Разработка проекта организации трудового процесса, обслуживания рабочих мест, режима труда и отдыха, систем премирования рабочих и специалистов. Расчет трудоемкости. Подготовка и переподготовка кадров. Выбор и обоснование системы оплаты труда рабочих и специалистов при освоении новых изделий;
- организация материально-технического снабжения и сбыта новой продукции: определение потребности в материальных ресурсах. Составление заявок и заказов на специальное оборудование, оснастку, материалы и комплектующие изделия. Выбор поставщиков и установление с ними договорных связей. Реализация планов снабжения для выпуска первых образцов и серий. Налаживание связей с потребителями, установление потребностей;
- создание нормативной базы для внутризаводского технико-экономического и оперативно-производственного планирования: расчет материальных, трудовых и календарно-плановых нормативов, калькулирование себестоимости и установление цен на новое изделие. Определение размеров нормативов запасов и оборотных средств. Работы, входящие в комплекс ОПП, выполняются специализированными НИИ, если освоение производства происходит на новом предприятии, или заводскими экономическими и техническими службами, если подготовка производства ведется на действующем предприятии. ОПП представляет собой сочетание инженерных и организационно-экономических работ и в полной мере может быть отнесена к области инженерных разработок. К числу важнейших требований комплексной подготовки производства относят и социально-психологическую подготовку производства.
Тема:
«Организация освоения производства новой продукции»
ОДЕРЖАНИЕ
Введение
Освоение производства
1 Характеристики процесса освоения производства
2 Организация перехода на выпуск новой продукции
Динамика технико-экономических показателей и планирование затрат производства в период освоения продукции
Расчёт технико-экономических показателей освоения новой продукции на конкретном примере
Заключение
Библиографический список
Введение
Рыночная экономика характеризуется конкуренцией предприятий, определяющей обновление производства продукции. Совершенствование экономической деятельности промышленных предприятий предполагает необходимость разработки новых методов, форм и механизмов организации создания и освоения новой конкурентоспособной продукции, призванных обеспечить преимущественное положение предприятий на внутреннем и внешнем рынках. Современные же подходы к созданию и освоению новой конкурентоспособной продукции достаточно наукоемки, требую огромного количества затрат. Но с другой стороны именно освоение новой продукции позволяет предприятиям выжить в сложившихся условиях жёсткой конкуренции.
Целью данной курсовой работы является теоретическое обоснование организации создания и освоения новой конкурентоспособной продукции на предприятии и разработка организационно-технических и экономических методов, обеспечивающих эффективную реализацию готовности предприятия к выпуску новой продукции с учетом адаптации к изменениям во внешней среде.
Достижение поставленной цели предполагает постановку и решение следующих задач:
Анализ технико-экономических показателей освоения предприятием производства новой продукции Расчёт продолжительность периода освоения производства нового изделия Расчёт трудоёмкости Расчёт количественного выпуска изделий в каждом году периода освоения
Исследование стратегии поведения предприятия на рынке с учётом влияния внешних факторов на деятельности предприятия Сопоставление максимально возможного годового выпуска продукции с ожидаемым объёмом продаж; С помощью коэффициента эластичности максимально возможное сбалансирование спроса и предложения новой продукции; Расчёт себестоимости продукции, выручки и прибыли предприятия от производства и реализации продукции, потребную численность и фонд оплаты труда основных рабочих; Сравнение предлагаемой стратегии поведения предприятия со стратегиями «отложенной реализации», «ускоренного освоения» и «пессимистических ожиданий».
Оценка экономической целесообразности планируемого процесса освоения производства новой продукции, в том числе оценка процесса освоения как инвестиционного проекта с точки зрения выгодности и прибыльности для предприятия
Объектом исследования является организация
деятельности предприятия по созданию и освоению новой продукции на основе
предоставленных данных.
1. Освоение
производства
1 Характеристики
процесса освоения производства
Освоение производства - это начальный период изготовления продукции, начинающийся выпуском первых изделий и заканчивающийся достижением проектных технико-экономических показателей (проектного выпуска изделий в единицу времени, проектной трудоемкости, проектной себестоимости). Этот период характерен для серийного и массового типа производства, где номенклатура продукции стабильна в течение определенного времени. Продолжительность этого периода может быть различной, от нескольких недель до нескольких лет.
В единичном производстве период освоения практически отсутствует, так как обновление номенклатуры связано с выпуском каждого нового единичного изделия либо небольшой партии.
Особенности периода освоения:
(1) значительное количество конструкторско-технологических изменений, которое требует не только внесения корректировок в техническую документацию, но и изменения уже освоенных технологических операций, технологического оснащения, а иногда и процессов в целом;
(2) необходимость приобретения рабочими профессиональных навыков, выработки рациональных трудовых приемов в изменившихся производственно-технических условиях;
(3) достигнутый уровень подготовленности предприятия к освоению новой продукции.
Отмеченные выше особенности периода освоения проявляются в конечном счете в технико-экономических показателях предприятия: продолжительности этого периода и ярко выраженном динамизме производственных затрат - трудоемкости, материалоемкости, себестоимости.
1.2 Организация
перехода на выпуск новой продукции
Сущестуют три основных метода перехода на выпуск новой продукции:
Последовательный;
Параллельный;
Параллельно-последовательный.
Последовательный метод перехода - производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства.
Можно выделить 2 варианта этого метода: (а) прерывно-последовательный и (б) непрерывно-последовательный.
(а) Прерывно-последовательный вариант: после
прекращения выпуска старого изделия 1 на тех же производственных площадях
выполняются работы по перепланировке и монтажу технологического оборудования и
транспортных средств (в течение Т), а по их завершении начинается
освоение производства нового изделия 2 (рис.1.1.1).
Т - минимальная величина остановки производства, в течение которого отсутствует выпуск как изделия 1, так и изделия 2.
Рис. 1.2.1
Достоинства: самый простой вариант перехода в организационно-технологическом отношении.
Недостатки: велики потери в суммарном выпуске продукции. За время Т, хотя и отсутствует выпуск продукции, возникают затраты (удельные условно-постоянные расходы), которые будут начислены на себестоимость осваиваемого изделия.
(б) Непрерывно-последовательный вариант - выпуск осваиваемого изделия начинается сразу же после прекращения выпуска изделия, снимаемого с производства, т.е. Т = 0.
Условия: (1) требуется высокая степень законченности работ по ТПП нового изделия к началу его освоения (80% технологических процессов, до 95% смонтированного оборудования);
(2) - для массового производства:
(а) наличие резервных (либо дополнительных) производственных площадей для подготовки к выпуску новой продукции либо
(б) высокий уровень унификации нового и старого изделий (тогда можно обойтись без значительного использования резервных (дополнительных) площадей);
для серийного производства:
при высоком уровне типизации применяемых технологических процессов и технологического оснащения.
Параллельный метод перехода постепенное замещение снимаемой с производства продукции вновь осваиваемой. Одновременно с сокращением объемов производства старой модели происходит нарастание выпуска новой продукции (Т - величина отрезка времени совмещения).
Достоинства: значительное сокращение (а в
отдельных случаях - и полная ликвидация) потерь в суммарном выпуске продукции
при освоении нового изделия (рис. 1.1.2).

(а) линия 3 - суммарный выпуск изделий (снимаемого с производства и осваиваемого) остается неизменным, во всяком случае - не сокращается.
Условия: (1) дополнительные производственные рабочие из-за более высокой трудоемкости осваиваемого изделия по сравнению со снимаемой с производства;
(2) увеличение производственных мощностей предприятия;
при отсутствии этих двух условий - вариант (б), при котором суммарный выпуск продукции несколько снижается в период освоения нового изделия. Но снижения суммарного выпуска можно вообще избежать при высоком уровне унификации заменяемого и осваиваемого изделий;
(в) параллельно-поэтапный (безостановочный) вариант - процесс обновления выпускаемой продукции выполняется в несколько этапов, в ходе которых осваивается выпуск так называемых гибридных, или переходных моделей. Переходная модель отличается от предшествующей модели конструкцией отдельных узлов, агрегатов, элементов и блоков.
На каждом из этапов происходит обновление только отдельных составных элементов продукции предприятия.
Достоинства: (1) не нужна коренная реконструкция предприятия;
(2) равномерный выпуск продукции на каждом из этапов;
(3) снижение затрат на освоение производства.
Недостатки: удлинение процесса обновления выпускаемых изделий (отсюда - преждевременное моральное устаревание новой продукции).
Параллельно-последовательный метод характерен
для массового производства при освоении новой продукции, существенно
отличающейся по конструкции от снимаемой (рис. 1.2.3).

Рис. 1.2.3
Условия: (1) создаются дополнительные мощности (участки, цехи), на которых начинается освоение нового изделия; (2) отработка технологических процессов; (3) квалификационная подготовка кадров; (4) организация выпуска первых партий новой продукции.
В течение начального периода Т параллельно:
(1) продолжается выпуск изделий, подлежащих замене;
(2) освоение производства на дополнительных участках.
После начального периода Тн - кратковременная остановка и в основном производстве, и на дополнительных участках для перепланировки оборудования: оборудование дополнительных участков передается в цехи основного производства. По завершении этих работ организуется выпуск новой продукции.
Недостатки: (1) потери в суммарном выпуске продукции за время остановки производства и в начале последующего периода освоения нового изделия в цехах; (2) требуются дополнительные (резервные) площади для организации временных участков.
Достоинства: проведение начальных этапов освоения на дополнительных (временных) участках обеспечивает высокие темпы нарастания выпуска нового изделия.
Необходимо всегда обеспечить для данных условий
минимум потерь. Но рецепта единого нет: для сложных изделий массового
производства - параллельно-последовательный метод перехода может оказаться
наилучшим, а для простых, при высокой степени унификации - даже
последовательный.
2. Динамика
технико-экономических показателей и планирование затрат производства в период
освоения продукции
В течение периода освоения происходит
существенное снижение трудоемкости продукции. Установлено, что закономерность
изменения трудоёмкости в период освоения, описывается уравнением
В качестве аргумента “x” может
использоваться как временной параметр (продолжительность с начала освоения),
так и натуральный (порядковый номер изделия). В последнем случае уравнение
будет иметь вид:
где Тi - трудоёмкость изготовления i-го номера изделия, н-час;н - начальная трудоёмкость изделия, н-час;- показатель степени, отражающий интенсивность снижения трудоёмкости изделия в период освоения (0 < b < 1).
Использование уравнения (2)
позволяет обоснованно планировать технико-экономические показатели в период
освоения: трудоемкость и себестоимость изделий, приемлемые для предприятия цены
на продукцию, ожидаемую прибыль, потребную численность рабочих, необходимые
фонды оплаты труда и т.д. Если по выбранному предприятием плану освоения новой
продукции обоснована проектная трудоёмкость изготовления изделия Тосв,
начальная трудоёмкость Тн, а также динамика снижения трудоёмкости (величина
"b"), уравнение /2/ примет вид:
![]() (3)
(3)
что позволяет определить порядковый
номер изделия, освоенного производством Nосв:
 (4)
(4)
Изготовление предприятием изделия с
порядковым номером Nосв характеризует собой окончание периода освоения. Однако
для целей планирования удобнее определять продолжительность периода освоения во
временном масштабе (в месяцах, годах). Это оказывается возможным, если
запланирован среднемесячный выпуск изделий в период освоения Nмес. Тогда
(мес) = (лет) (5)
где tосв - продолжительность периода освоения (месяцев, лет)
Если период освоения tосв
оказывается равным нескольким годам, использование значения Nмес оказывается
недостаточным для того, чтобы обоснованно планировать выпуск изделий и их
трудоёмкость по отдельным годам периода освоения: неизбежны искажения при
расчёте этих величин. Рассмотрим типовые случаи, отличающиеся соотношением
среднемесячного выпуска изделий в период освоения Nмес и проектного
среднемесячного выпуска Nмес.осв.
Случай I. ![]()
Это соотношение соответствует
равномерному, т.е. пропорциональному времени освоения, нарастанию месячного
выпуска изделий (рис. 2.1). Очевидно, что общее количество изделий,
изготовленных за период освоения tосв (т.е. Nосв) равно площади треугольника
ODL, а также площади прямоугольника OACL (т.к. BC есть средняя линия
треугольника ODL). Поскольку фигура ОВСL принадлежит как треугольнику ODL, так
и прямоугольнику OACL, то, следовательно, площади треугольников OAB и ВDС равны
между собой. Среднемесячный выпуск изделий за время = t2 - t1 будет равен
средней величине Nмес1 и Nмес2, т.е.
![]() (6)
(6)
Случай 2. ![]()
Графически этот случай представлен
на рис. 2.2 Он соответствует неравномерному в период освоения нарастанию
месячного выпуска - замедленному в начале и ускоренному в конце периода
освоения. Площадь под кривой OBD (т. е. фигуры OBDL), как и площадь
прямоугольника OKFL, равна общему количеству изделий Nосв, т.e. SOBDL = SOKFL.
А поскольку фигура OBFL является общей для каждой из этих фигур, то,
следовательно, площади заштрихованных фигур ОКВ и ВDF также равны между собой.
Уравнение кривой ОB неизвестно, поэтому воспользуемся линейной аппроксимацией:
участки кривой OВ и BD заменим соответствующими отрезками. Абсцисса точки В
(т.е. величина отрезка ОЕ на оси t) определяется из равенства площадей
треугольников ОКB и BDF:
Откуда
В итоге:
 (7)
(7)
Зная положение точки B (т.е.
величину ОЕ), можно обоснованно планировать изменение месячного выпуска изделий
в период освоения, рассчитывать среднемесячный выпуск за время t.
Случай 3.
Графически этот случай показан на рис. 2.3. Он соответствует неравномерному во времени нарастанию месячного выпуска - интенсивному в начале периода, замедленному в его конце. Количество изделий (Nосв), изготовленных за период tосв, соответствует площади под кривой ОВD, т. е. фигуры OBDL, а также площади прямоугольника OKFL. Поскольку для них фигура OBFL является общей, то, следовательно, площади заштрихованных фигур ОКВ и ВDF равны между собой. Дальнейшие рассуждения полностью аналогичны случаю 2, положение точки Е на оси t определяется по той же формуле, что и для случая 2 (см. формулу 7).
Суммарная трудоемкость изделий Тсум,
изготовленных за период освоения:
[н-час] (8)
Средняя трудоёмкость изготовления изделия, в период освоения:
[н-час] (9)
Аналогично определяется Tсум j и Tср
j (соответственно суммарная и средняя трудоёмкость изделий, изготовленных в
каком-либо j-ом году периода освоения):
[н-час] (10)
где Nn - порядковый номер изделия, изготовленного в начале j-го года;- порядковый номер изделия, изготовленного в конце j-го года.
[н-час] (11)
где Nсум j - суммарное количество изделий, изготовленных в j-м году.
Определяющим фактором, влияющим на
динамику снижения трудоёмкости изделий в период освоения (т.е. на величину
"b" в формуле 2), является значение коэффициента готовности kГ,
который рассчитывается как:
 (12)
(12)
где Кпр - стоимость активной части основных средств (технологического оборудования, оснастки, технологического транспорта), необходимых для обеспечения проектного выпуска продукции;
Кн - стоимость активной части основных средств, планируемых к началу освоения.
При малых значениях коэффициента готовности (kГ = 0,2...0,3) первые изделия имеют повышенную трудоемкость и себестоимость, период освоения растягивается во времени на многие месяцы, а то и на годы. При значениях коэффициента готовности, близких к единице, удаётся свести к минимуму продолжительность периода освоения, довольно быстро выйти на проектные технико-экономические показатели.
Предприятия, изготавливающие конкурентоспособную продукцию и имеющие высокую репутацию у потребителей, стремятся начинать выпуск продукции при высоких значениях коэффициента готовности. Такая стратегия обеспечивает очевидные выгоды за счёт сокращения периода освоения, однако требует привлечения значительных инвестиций к началу производства. При такой стратегии высока степень экономического риска, поскольку объём продаж может оказаться ниже потенциально возможного выпуска продукции, а это приводит к убыткам для предприятия.
При малых значениях коэффициента готовности требуется меньшая величина капвложений к началу производства, имеется больше шансов на адаптацию продукции на рынке товаров, однако предприятие может нести убытки из-за высокого уровня трудоёмкости и себестоимости изделий; кроме того, затянувшийся во времени период освоения может оказаться соизмеримым со сроком морального старения продукции.
Таким образом, коэффициент готовности предопределяет величину возможного выпуска продукции в единицу времени (за год, за месяц и т.д.), а, следовательно, соотношение выпуска с прогнозируемым объёмом продаж.
Рассчитанная по формуле (11)
величина средней трудоёмкости изготовления Тср позволяет определить
себестоимость единицы продукции в какой-либо отрезок времени периода освоения,
используя метод укрупнённой калькуляции:
[руб/изд.] (13)
где М - затраты на основные материалы и комплектующие, руб/изд.;- затраты по основной зарплате основных рабочих, руб/изд.;ц, kоп, kвп - соответственно цеховые, общепроизводственные и внепроизводственные расходы, %;
Величина Lj в формуле (13)
рассчитывается по формуле:
![]() [руб/изд.] (14)
[руб/изд.] (14)
где lчас - средняя часовая тарифная ставка оплаты труда основных рабочих, руб/час.
Проектная себестоимость (себестоимость освоенного изделия) рассчитывается по формулам, аналогичным (13) и (14), только вместо значения Тср j учитывается значение проектной трудоемкости Тосв.
Затраты предприятия на изготовление
изделий в j-м году:
![]() [руб/год] (15)
[руб/год] (15)
где Nгод j - планируемый годовой объём производства в j-ом году, шт/год.
Выручка от реализации продукции в
j-м году:
![]() [руб/год] (16)
[руб/год] (16)
где Цпл j - отпускная цена изделия, руб/изд.;пл j - ожидаемый объем продаж, изд/год.
Прибыль предприятия от производства
и реализации продукции в j-м году:
![]() [руб/год] (17)
[руб/год] (17)
Рассчитанные значения трудоёмкости продукции позволяют планировать требуемую численность основных рабочих и фонды оплаты труда для: любого года периода освоения.
Требуемая среднегодовая численность
основных рабочих в j-м году:
[чел/год] (18)
где Fд - действительный годовой
фонд рабочего времени одного рабочего, час (можно ориентироваться на величину
Fд = 1935 часов).в - средний коэффициент выполнения норм.

Общий фонд оплаты труда основных
рабочих в j-м году:
 [руб/год] (19)
[руб/год] (19)
3. Расчёт
технико-экономических показателей освоения новой продукции на конкретном
примере
Используя рассмотренные выше теоретические положения, проведём исследования влияния планируемого процесса освоения на технико-экономические показатели работы предприятия. Для этого необходимо:
Сопоставить максимально возможный годовой выпуск продукции с ожидаемым объёмом продаж;
С помощью коэффициента эластичности предусмотреть максимально возможную сбалансированность спроса и предложения новой продукции;
Дать оценку экономической целесообразности планируемого процесса освоения производства новой продукции.
Исходные данные:
Предприятие планирует организовать производство нового изделия, используя собственные и заемные средства.
Новое изделие предполагается выпускать в течение 5 лет (tп = 5 лет);
Проектная трудоемкость изготовления освоенного изделия Тосв = 120 нормо-час;
Среднемесячный выпуск установившегося производства (проектный выпуск) Nмес.осв = 60 изд/мес.;
Капитальные затраты для обеспечения проектного выпуска (проектные кап. затраты) Кпр = 2 млн руб.;
Интенсивность снижения трудоемкости в период освоения (показатель степени «b») зависит от коэффициента готовности kГ и рассчитывается по формуле: b = 0,6-0,5kГ;
Себестоимости изготовления изделия:
затраты на основные материалы и комплектующие М = 565 руб/шт.;
средняя часовая ставка оплаты труда основных рабочих lчас = 12 руб/час;
дополнительная зарплата основных рабочих - 15%;
единый социальный налог - 26%;
цеховые косвенные расходы kц = 150%;
общепроизводственные расходы kon = 30%;
внепроизводственные расходы kвп = 5%;
Собственные капитальные вложения предприятия к началу производства Кс = 1,60 млн руб.;
Возможный банковский кредит на освоение производства изделия Kб = 0,10 млн руб.;
Срок возврата кредита tкp = 3 года;
Процентная ставка за кредит p = 8%/год;
Коэффициент ежегодного увеличения процентной ставки при превышении срока возврата кредита ky = 1,5%
Ожидаемое проектное количество продаж по годам производства изделия qnp, шт/год.:
Ожидаемый спрос на
продукцию представлен в табл. 3.1:
Таблица 3.1. Прогноз спроса и предложения, шт.
Трудоемкость изготовления первого изделия (начальная трудоемкость) Тн= 370 нормо-часов;
Среднемесячный выпуск изделий за период освоения Nмec= 35 шт/мес.;
Рост себестоимости изделия на каждый процент недоиспользованных мощностей kp = 0,3 %;
Коэффициент эластичности спроса kэ = 2,0 %;
Интервал изменения цены - 32 %;
Проектная цена изделия Цпр.и = 7,2 тыс.руб.
Занесём все исходные данные в таблицу 3.2:
Таблица 3.2. Исходные данные
|
Вариант |
k р |
k э |
Ц пр.и |
||||||||||||
|
К с |
K б |
t к p |
k y |
q np по годам выпуска |
Т н |
N м ec |
|||||||||
|
|
|
|
|
|
|
|
|||||||||
Начальные капитальные затраты:
млн руб.
Найдём коэффициент готовности:
![]()
Значение = 0,85 означает, что период освоения сведён к минимуму и довольно быстро удастся выйти на планируемые показатели, выпускать конкурентоспособную продукцию и тем самым получать прибыль быстрее и в больших размерах.
Показатель степени "b"
кривой освоения найдём по формуле:
Порядковый номер изделия, освоенного производством:
 изд.
изд.
Суммарная трудоёмкость изделий, изготовленных за период освоения
![]() [н-час]
[н-час]
Максимально возможный выпуск изделий по годам периода освоения: Nmax. год
![]() года
года
Максимально возможный выпуск изделий по годам периода освоения - N max. год
Рассчитаем дополнительные точки:
а(1,475 ; 60)(0,6; 35)
y1=ax1+b b=y1-ax1=аx2+b y2=ax2+b=ax2+y1-ax1=a(x2-x1)+y1=(y2-y1)/(x2-x1)=(60-35)/(1,475 - 0,6)=28,5=y1-ax1=60 - 28,5∙ 1,475 = 18= 28,5 ∙ 1 + 18 = 46,5
На основе полученных данных построим
график среднемесячного выпуска изделий в период освоения

Рис.3.1 Изменение среднемесячного
выпуска изделий в период освоения (Nмес = 35 шт/мес.)
Из графика (рис.3.1) определяем
значения N мес, необходимых для расчёта среднемесячного выпуска в каждый год
периода освоения. В итоге устанавливаем порядковые номера изделий по каждому из
этих лет.
|
Год освоения |
N мес , шт./мес |
N max .год , шт./год |
Порядковый номер изделий |
|
|
17,5 . 7,2= 126126 + 194 = 3201¸ 320 |
|
|
|
|
|
|
40,5 . 4,8 = 194 |
|
|
|
|
53 . 5,7 = 302302+378=680321 ¸ 1000 |
|
|
|
|
|
|
|
|
||
Трудоемкость изделий по годам:
За 1 год было произведено 320 изделий, то есть с 1 по 320 изделие, тогда:
[н-час]
![]() [н-час]
[н-час]
В 2 году 6 месяцев продолжалось освоение, а оставшиеся 6 месяцев выпуск 60 изделий ежемесячно с нормативной трудоёмкостью Тосв = 120 [н-час]. За первые 6 месяцев было выпущены изделия с 321 по 622, поэтому трудоёмкость равна:
![]() [н-час]
[н-час]
В 3, 4 и 5 года Тосв = 120 [н-час]
Ошибка в расчетах суммарного
количества изделий, планируемых к изготовлению за период освоения и суммарной
трудоемкости этих изделий:


Сопоставление максимально возможного
выпуска продукции N max. год и проектного объема продаж qпр. Формирование плана
производства и реализации по годам (табл. 3.4)
Таблица 3.4. План производства и реализации продукции, шт.
|
Год производства |
|||||
Планируемое соотношение спроса и предложения
можно увидеть на графике

Рис. 3.2. Соотношение спроса и
предложения
Возможные стратегии:
Производить столько изделий, сколько можно продать, т.е. 300изд. При этом выпуск продукции будет меньше максимально возможного выпуска на , что приведет к росту себестоимости на .
В итоге:пл. год1 =300изд.пр.1= 300изд.
Цпл.1=7,2тыс. руб.
Рост себестоимости продукции на 1,875%
Снизить цену до уровня, который бы
позволил повысить объём продаж до 320изд. Необходимый рост объема продаж . Это может
быть обеспечено снижением цены на ![]() .
.
В итоге:пл. год1= 320изд.пр.1= 320изд.
Цпл.1= 7,2. 1,0335=7,4412 тыс.руб
Возможные стратегии:
Производить столько изделий, сколько можно продать,т.е.450изд.При этом выпуск продукции будет меньше максимально возможного выпуска на , что приведет к росту себестоимости на .
В итоге:пл. год2= 450 изд.пр.2= 450 изд.
Цпл.2= 7,2тыс. руб.
Рост себестоимости продукции на 10%.
Снизить цену до уровня, который бы
позволил повысить объём продаж до 680изделий. Необходимый рост объема продаж . Это может
быть обеспечено снижением цены на ![]() .
.
В итоге:пл. год2= 680 изд.пр.2= 680 изд.
Цпл.2= 7,2. 1,2555=9,04 тыс.руб
Спрос благоприятен, превышает предложение в 1,3 раза. Можно повысить цену, обеспечив равновесие спроса и предложения. Допустимое снижение объема продаж - до уровня 720 изд., т.е. на
![]() .
.
В итоге:пл. год3= 720 изд.пр.3= 720 изд.
Цпл.3= 7,2. 1,12105=8,07 тыс. руб.
Спрос благоприятен. Допустимое (равновесное) уменьшение объема продаж - до 720 изделий,т.е на
Это произойдёт при повышении цены на
![]() .
.
В итоге:пл. год4= 720 изд.пр.4=720 изд.
Цпл.4=7,2. 1,17275=8,44 тыс.руб
Спрос благоприятен. Можно повысить цену, обеспечив равновесие спроса и предложения. Допустимое снижение объема продаж - до уровня 720 изделий, т.е. на
Это произойдёт при повышении цены на .
В итоге:пл. год2 = 720 изд.пр.2 = 720 изд.
Цпл.2 = 7,2. 1,4 = 10,08 тыс.руб
Планируемая программа производства и
реализации продукции по годам:
|
Год производства |
Планируемый выпуск продукции N пл. год , изд./год |
Планируемый объем продаж q пр ,изд/год |
Плановая цена Ц пл , тыс. руб. |
Примечание |
|
|
Стратегия 1 |
Рост себестоимости на 1,875% |
||||
|
|
Стратегия 2 |
|
|||
|
Стратегия 1 |
Рост себестоимости на 10% |
||||
|
|
Стратегия 2 |
|
|||
|
|
|||||
|
|
|||||
|
|
|||||
Рассчитаем себестоимость единицы продукции, себестоимость годового выпуска, выручку от реализации, прибыль по годам производства и на основе полученных данных обоснуем выбор той или иной стратегии.
Найдём себестоимость 1 единицы продукции:
Тыс. руб.
Стратегия 1:
Тыс. руб.
Тыс. руб.
Тыс. руб.
Стратегия 2:
Тыс. руб.
Тыс. руб.
Тыс. руб.
В данном случае 2 стратегия более выгодна, так как прибыль выше
Стратегия 1:
Тыс. руб.
Тыс. руб.
Тыс. руб.
Стратегия 2:
Тыс. руб.
Тыс. руб.
Тыс. руб.
В данном случае 2 стратегия более выгодна, так как прибыль выше
5,51тыс.руб.
Тыс. руб.
Тыс. руб.
Тыс. руб.
Тыс. руб.
Тыс. руб.
Тыс. руб.
![]() тыс. руб.
тыс. руб.
Тыс. руб.
Тыс. руб.
Тыс. руб.
Полученные данные приведены в таблице 3.6:
Таблица 3.6. Экономические показатели деятельности предприятия
|
|
|||||
Если говорить о заёмных средствах, то банковский кредит (100 тыс. руб.) и проценты по нему (100 тыс. руб.Ч 0,08 = 8 тыс. руб.) могут быть выплачены по результатам первых двух лет производства, т.к. 100 + 8 = 108 тыс. руб. Хотя сумма кредита была взята на 3 года. Из этого можно сделать вывод, что нам не надо делать дополнительные выплат за просрочку в размере 2% от суммы кредита.
Среднегодовая численность основных рабочих по
годам производства находится по формуле (округляется в большую сторону) (табл.
3.7):
![]() [чел/год]
[чел/год]
Таблица 3.7. Трудоёмкость и среднесписочная численность рабочих по годам
|
Год производства |
Тср, н-час |
Nпл. год, шт/год |
Тпл. Сум, н-час/год |
|
Фонд оплаты труда основных рабочих
рассчитывается по формуле:
[руб/год]
Результаты приведены в табл. 3.8:
Таблица 3.8. Фонд оплаты труда основных рабочих
|
Год Производства |
Тпл. Сум, Н-час/год |
Тарифный Фот, тыс.руб./год |
Общий Фот, тыс.руб./год |
Динамика увеличения фонда оплаты труда
отображена на рис. 3.3:

Рис. 3.3. Динамика увеличения фонда
оплаты труда
Полученные данные представлены в
табл. 3.9:
Таблица 3.9. Сводная таблица результатов
|
N пл. год, Изд/год |
Ц пл, Т. р. |
Тпл. Сум, н-ч/год |
Общий Фот, т.р./г. |
Sгод, Т.р./год |
Wгод, т.р./год |
Pгод, т.р./год |
|||
Таким образом, выпуск новый продукции экономически целесообразен и выгоден, так как коэффициент готовности производства высок (), то есть довольно быстро удалось выйти на планируемый объём выпуска. Период освоения занял 17,7 месяцев, что позволило уже во 2 году, когда производство ещё не освоено, получить существенную прибыль. С взятыми займами в размере 100 тыс. руб и процентами по ним (8 тыс. руб.) удастся расплатиться в запланированные сроки - 2 года. В 1 и 2 годах наблюдается незначительное превышение предложения над спросом. Снижая в 1 году цену на 3,335%, предприятие остается в убытке, однако избегает больших потерь. Но, также снизив цену на 22,55% во 2 году, предприятие умножает свой капитал в несколько раз, выходя из зоны убыточности. Из-за устойчивой тенденции роста спроса предприятие имеет хороший шанс на высокие прибыли путем повышения цены. Несмотря на то, что эластичность составляет 2,0, объем продаж стабилен. Данное явление может говорить об уникальности реализуемой продукции либо об отсутствии сильных конкурентов.
На рис. 3.4 изображены тенденции изменения
себестоимости, выручки и прибыли за 5 лет:

Рис. 3.4. Тенденции изменения
себестоимости, выручки и прибыли
В целом прослеживается тенденция
увеличения выручки и прибыли за счёт освоения производства и достижения
нормативных значений. Небольшие колебания прибыли в сторону уменьшения связаны
с прогнозами колебания спроса. Но если изначально просчитать варианты поведения
на рынке, то можно избежать не только потерь, но ещё и получить больше прибыли.
На диаграмме (рис. 3.5) ясно видно, что в 1 и 2 годах из-за превышения
предложения над спросом существует 2 варианта поведения предприятия на рынке,
значительно отличающихся друг от друга:

Рис. 3.5. Варианты поведения
предприятия на рынке
Практически со 2 года производства мы располагаем материальными и техническими возможностями полностью загружать производственные мощности и выпускать 720 изделий, но так как спрос растёт более медленными темпами, то мы вынуждены сдерживать рост объёмов производства, тем самым терять определённую часть денег на простое оборудования, но потери при этом значительно ниже, чем если бы мы не смогли реализовать всю произведённую продукцию. Во 2 году происходит резкий скачок прибыли, а в 3 году прибыль падает, из-за не значительных издержек производства. Но дальше прослеживается в последующих годах повышение и стабильность роста прибыли.
Инвестиционный анализ стратегии.
В экономической и финансовой деятельности часто для принятия управленческих решений процесс освоения производства нового изделия рассматривают как инвестиционный проект. Таким образом, это позволяет определить, насколько целесообразно вкладывать деньги в этот проект, и каковы реальные выгоды от освоения производства новой продукции.
Предполагаем, что инвестиции Kн =
1,7 млн руб. поступают в начале первого года производства, а остальные (Kпр -
Kн) = 0,3 млн руб. равными долями в начале 2-го, 3-го, 4-го и 5-го года
производства изделия, то есть по 75 тыс.руб.
|
Доход, тыс.руб. |
|||||
|
Инвестиции, тыс. руб. |
PV (1+r)n, где:
FV / (1+r)n
Оценить эффективность инвестиций позволяет показатель NPV. Он показывает чистые доходы или чистые убытки инвестора от помещения денег в проект по сравнению с хранением денег в банке. Если NPV><0, то проект имеет доходность ниже рыночной, и поэтому деньги выгоднее разместить в банке. Если NPV=0, то проект не является ни прибыльным, ни убыточным.
 ,
,
где P - прибыль по проекту на i-м
шаге расчета,- оттоки по проекту на i-м шаге расчета.
|
|
|
|
|
||
|
|
|
|
|
Из рисунка видно, что срок окупаемости проекта
составляет около 1,45 лет (рис. 3.7):

![]() , где
, где
Ставка дисконта, при которой NPV
><0
|
(1+r 2)n r2= 80% |
|||||||
|
|
|
(20% < 75% < 80%)
Внутренний коэффициент окупаемости
равен 75%- дисконтированный срок окупаемости - это шаг расчета, начиная с
которого NPV становится и остается положительным.
Расчет дисконтированного срока окупаемости проекта DPP:
Таблица 14
Инвестиции, т.р.
Прибыль т.р.
Расчет DPP
55,8-1700=-1644,2
1644,2 -52,08+1610,4=-85,88
85,88-43,14+1066,55=937,53
937,53-36,16+1016,87=1918,24
1918,24-30,14+1322,34=3210,44
Дисконтированный срок окупаемости проекта наступит на 3-ий год. Можно рассчитать и более точный дисконтированный срок окупаемости проекта,основываясь на данных таблицы:=2 + ((2732,75 - 1795,22) / 1066,55) = 2,88 г.
Стратегия увеличения фонда оплаты труда.
Если говорить о количестве персонала и фонде
оплаты труда, то ярко прослеживается тенденция увеличения численности
персонала, который за планируемый период вырос с 27 до 45 человек, что
объясняется ростом объёмов производства. Каждый год в стране наблюдается
инфляция в рамках 10%, поэтому заработанную плату необходимо индексировать,
чтобы удержать работников. Поэтому меры по повышению заработной платы не только
оправданны, но и экономически целесообразны. К сожалению, в течение первых 2
лет, у предприятия нет такой возможности, потому как необходимо расплатиться по
кредиту, но уже с 3 года заработанную плату можно и нужно увеличить.
Предусмотрим увеличения фонда оплаты труда на 10 %, начиная с 2 года
производства (табл. 3.6):
|
Год Производства |
Тпл. Сум, Н-ч/г |
Общий Фот, т.р./г. - новый |
Pгод, т.р./г. |
|

Рис. 3.6. Динамика фонда оплаты
труда

Рис. 3.7. Динамика прибыли
На графиках (рис. 3.6 и 3.7) хорошо видно, что при незначительном уменьшении прибыли (119,23 тыс. руб. в 3, 4 и 5 годах) и можно позволить себе с 3 года производства увеличить фонд оплаты труда, тем самым проиндексировать заработную плату и создать дополнительные стимулы для работников. В современных рыночных условиях, осложненных кризисной ситуацией, потеря квалифицированной рабочей становится фатальной. Поэтому предприятию целесообразно рассмотреть данную стратегию как одну из альтернатив его функционирования на рынке.
Предполагаем, что инвестиции Kн = 1,7 млн руб. поступают в начале первого года производства, а остальные (Kпр - Kн) = 0,3 млн руб. равными долями в начале 2-го, 3-го, 4-го и 5-го года производства изделия, то есть по 75 тыс.руб.
Для определения стоимости, которую будут иметь инвестиции через несколько лет, применяют следующую формулу:
PV (1+r)n, где:
Будущая стоимость инвестиций через n лет;- первоначальная сумма инвестиций;- ставка дисконта (в данном случае r = 20%)
Метод дисконтирования представляет собой исследование денежного потока в обратном направлении - от будущего к текущему моменту времени. Для этого используются следующая формула:
FV / (1+r)n
Оценить эффективность инвестиций позволяет показатель NPV. Он показывает чистые доходы или чистые убытки инвестора от помещения денег в проект по сравнению с хранением денег в банке. Если NPV>0, значит, проект принесет больший доход, чем при альтернативном размещении капитала. Если же NPV<0, то проект имеет доходность ниже рыночной, и поэтому деньги выгоднее разместить в банке. Если NPV=0, то проект не является ни прибыльным, ни убыточным.
В случаях, когда деньги в проект инвестируются не разово, а частями на протяжении нескольких лет, для расчета NPV применяется следующая формула:
=∑(CFn / (1+r)n), где:
Число периодов получения доходов;- число периодов инвестирования средств в проект
Таким образом, проект привлекателен для инвесторов, так как позволяет получить доход. Определим срок окупаемости проекта. Для этого посчитаем значение NPV для каждого года:
Исходные данные для оценки инвестиционного проекта:
|
Прибыль (Р)Инвестиции (Z)P - ZNPV |
|
|
|
|
|
|
1723,7-75= =1648,77 |
|||||
|
1989,77-75= =1914,77 |
|||||
|
3170,77-75= =3095,77 |
|||||
|
|
|
|
|
1+ (NPV / (∑ IC/)
1 + (3319,14 / (1700/1,2 + 75/1,44+ 75/ 1,728 + 75/2,074 + 75/2,488)) = 1 + (3319,14 / 1578,38) = 2,1>
Из рисунка видно, что срок окупаемости проекта составляет около 1,3 лет (рис. 3.8):
Внутренняя норма доходности (прибыли, внутренний коэффициент окупаемости - IRR) - норма прибыли, порожденная инвестицией. Это та норма прибыли (барьерная ставка, ставка дисконтирования), при которой чистая текущая стоимость инвестиции равна нулю, или это та ставка дисконта, при которой дисконтированные доходы от проекта равны инвестиционным затратам. Внутренняя норма доходности определяет максимально приемлемую ставку дисконта, при которой можно инвестировать средства без каких-либо потерь для собственника.
R, при котором NPV = f(r) = 0
Определим IRR по следующей формуле:
![]() , где
, где
Ставка дисконта, при которой NPV
>0, r2 - ставка дисконта, при которой NPV<0
|
(1+r 2)n r2= 80% |
|||||||
|
|
|
(20% < 74% < 80%)
Внутренний коэффициент окупаемости равен 74%
Проводим расчет дисконтированного
срока окупаемости проекта (DPP):
|
Инвестиции, т.р. |
Прибыль т.р. |
Расчет DPP |
|
|
55,8-1700=-1644,2 |
|||
|
1644,2 -52,08+1610,4=-85,88 |
|||
|
85,88-43,14+997,55=868,53 |
|||
|
868,53-36,16+959,4=1791,77 |
|||
|
1791,77-30,14+1274,4=3036,03 |
Кроме того, существуют следующие стратегии поведения предприятия на рынке:
Рассмотрим данные стратегии и сравним их с точки зрения прибыльности с предлагаемой стратегией.
Стратегия «отложенной реализации»
Такая стратегия предполагает, что если:max год j > qпр j , а N max год j+1 < qпр j+1, то предприятие планирует производство продукции в j-м году больше, чем ожидаемый объем продаж в j-м году. Продукция, не реализованная в j-м году, реализуется в (j+1) году, но по пониженной цене (на 10-15%).
Рассмотрим прогнозируемую ситуацию на рынке
(табл. 3.11):
Таблица 3.11. План производства и реализации продукции, шт.
|
Год производства |
|||||
Данная стратегия применима, так как предложение превышает спрос в 1 и 2 годах. Лишняя продукция будет храниться на складе, что повысит издержки, но можно сказать, что произойдет в 3,4 и 5 годах. Повыситься спрос на продукцию и мы сможем реализовать хранимую продукцию на складе и тем самым оправдать издержки прибылью. Применим данную стратегию со 2 года выпуска.
Данная стратегия применима для 3 и 4 годов, так как предложение превышает спрос. Образовавшиеся во 2 году запасы в размере 230 могут быть успешно реализованы в 3 и 4 годах со скидкой 10%. Запасы на хранение составляют 30% от цены.
PV (1+r)n, где:- будущая стоимость инвестиций через n лет;- первоначальная сумма инвестиций;- ставка дисконта (в данном случае r = 20%)
Метод дисконтирования представляет собой исследование денежного потока в обратном направлении - от будущего к текущему моменту времени. Для этого используются следующая формула:
FV / (1+r)n
Оценить эффективность инвестиций позволяет показатель NPV. Он показывает чистые доходы или чистые убытки инвестора от помещения денег в проект по сравнению с хранением денег в банке. Если NPV>0, значит, проект принесет больший доход, чем при альтернативном размещении капитала. Если же NPV<0, то проект имеет доходность ниже рыночной, и поэтому деньги выгоднее разместить в банке. Если NPV=0, то проект не является ни прибыльным, ни убыточным.
В случаях, когда деньги в проект инвестируются не разово, а частями на протяжении нескольких лет, для расчета NPV применяется следующая формула:
2113,03-75=2038,03
В данном случае, как хорошо видно из таблицы, NPV - положительный и равняется 3319,14; а срок окупаемости достигается уже во 2 году.
Рассчитаем индекс рентабельности инвестиций.
1+ (NPV / (∑ IC/)
1 + (4060,31 / (1700/1,2 + 75/1,44+ 75/ 1,728 + 75/2,074 + 75/2,488)) = 1 + (4060,31 / 1578,38) = 3,57> 1, следовательно проект рентабелен.
Из рисунка видно, что срок окупаемости проекта
составляет около 1,3 лет (рис. 3.9):

Внутренняя норма доходности (прибыли, внутренний коэффициент окупаемости - IRR) - норма прибыли, порожденная инвестицией. Это та норма прибыли (барьерная ставка, ставка дисконтирования), при которой чистая текущая стоимость инвестиции равна нулю, или это та ставка дисконта, при которой дисконтированные доходы от проекта равны инвестиционным затратам. Внутренняя норма доходности определяет максимально приемлемую ставку дисконта, при которой можно инвестировать средства без каких-либо потерь для собственника.
R, при котором NPV = f(r) = 0
Определим IRR по следующей формуле:
![]() , где
, где
Ставка дисконта, при которой NPV >0, r2 - ставка дисконта, при которой NPV<0
|
(1+r 2)n r2= 80% |
|||||||
|
1512,18-36,16+1018,8=2494,82 |
|||||||
|
2494,82-30,14+1322,34=3787 |
Дисконтированный срок окупаемости проекта наступит на 3-ий год. Можно рассчитать и более точный дисконтированный срок окупаемости проекта,основываясь на данных таблицы:=2 + ((2663,75 - 1795,22) / 997,55) = 2,87 г.
Таким образом, проект окупиться полностью через 2,87 года.
Стратегия «ускоренного освоения»
Данная стратегия предполагает, что 50% прибыли, планируемой к распределению в j-м году, направляется на развитие производства в (j+1)-м и последующих годах, что приводит к более интенсивному снижению трудоемкости и сокращению периода освоения. В данном случае эта стратегия неэффективна, так как период освоения маленький, не наблюдается изменение трудоемкости, что не приводит к сокращению периода освоения.
Стратегия «пессимистических ожиданий»
При этой стратегии увеличение объема продаж в j-м году (с использованием коэффициента эластичности спроса) приводит к снижению объема продаж в (j+1)-м году.
Коэффициент эластичности показывает на сколько процентов изменится объем предложения, если цена изменяется на 1%. По значению коэффициента эластичности можно судить о степени эластичности предложения:
если Э >1, предложение является эластичным;
если Э <1, предложение является не эластичным;
если Э =0, предложение является абсолютно эластичным;
если Э = ∞, предложение является абсолютно эластичным;
если Э =1, предложение характеризуется единичной эластичностью.
Коэффициент эластичности спроса Кэ = 2 %, то есть при увеличении (уменьшении) цены изделия на 1% ожидаемый объем продаж соответственно уменьшиться (увеличиться) на 2%.
В экономической и финансовой деятельности часто для
принятия управленческих решений процесс освоения производства нового изделия
рассматривают как инвестиционный проект. Таким образом, это позволяет
определить, насколько целесообразно вкладывать деньги в этот проект, и каковы
реальные выгоды от освоения производства новой продукции. Предполагаем, что
инвестиции Kн = 1,7 млн руб. поступают в начале первого года производства, а
остальные (Kпр - Kн) = 0,3 млн руб. равными долями в начале 2-го, 3-го, 4-го и
5-го года производства изделия, то есть по 75 тыс.руб.
Таблица 3.14. Исходные данные для оценки инвестиционного проекта
|
Год производства |
|||||
|
Доход, тыс.руб. |
|||||
|
Инвестиции, тыс. руб. |
Для определения стоимости, которую будут иметь инвестиции через несколько лет, применяют следующую формулу:
PV (1+r)n, где:
Будущая стоимость инвестиций через n лет;- первоначальная сумма инвестиций;- ставка дисконта (в данном случае r = 20%)
Метод дисконтирования представляет собой исследование денежного потока в обратном направлении - от будущего к текущему моменту времени. Для этого используются следующая формула:
FV / (1+r)n
Оценить эффективность инвестиций позволяет показатель NPV. Он показывает чистые доходы или чистые убытки инвестора от помещения денег в проект по сравнению с хранением денег в банке. Если NPV>0, значит, проект принесет больший доход, чем при альтернативном размещении капитала. Если же NPV<0, то проект имеет доходность ниже рыночной, и поэтому деньги выгоднее разместить в банке. Если NPV=0, то проект не является ни прибыльным, ни убыточным.
В случаях, когда деньги в проект инвестируются не разово, а частями на протяжении нескольких лет, для расчета NPV применяется следующая формула:
NPV=∑(CFn / (1+r)n) - ∑(I0), где:
n - число периодов получения доходов;- число периодов инвестирования средств в проект= 2000 = 3072тыс. руб.
Таким образом, проект привлекателен для
инвесторов, так как позволяет получить доход. Определим срок окупаемости
проекта. Для этого посчитаем значение NPV для каждого года:
Сведем все значения в таблицу:
|
|
|
|
5072/(2000/1,2)=3,04 > 1 значит проект рентабелен.
Из рисунка видно, что срок окупаемости проекта
составляет около 1,4 года и начиная со 2-го года прибыль будет падать, но
начиная с 4-го года прибыль возрастает (рис. 3.9.):

Рис. 3.9. Динамика NPV по годам
Заключение
В данной курсовой работе проведён анализ технико-экономических показателей освоения предприятием производства новой продукции. В том числе рассчитаны продолжительность периода освоения производства нового изделия, трудоёмкость и объём выпуска изделий в каждом году периода освоения. Все эти данные были сопоставлены с ожидаемым объёмом продаж и на основе этого выработана стратегия поведения предприятия на рынке с учётом влияния внешних факторов, чтобы получить максимально возможную прибыль и расплатиться по взятым кредитам в срок.
На основании полученных данных рассчитаны себестоимость продукции, выручка и прибыль предприятия от производства и реализации продукции, потребная численность и фонд оплаты труда основных рабочих, а также предусмотрено возможное благоприятное увеличение фонда оплаты труда рабочих с целью мотивации персонала. Динамика данных показателей отображена графически, что позволяет наглядно оценить результаты деятельности предприятия, а также динамику стратегически важных показателей деятельности.
Кроме того, предложенная стратегия сопоставлялась с другими возможными стратегиями поведения предприятия на рынке, в том числе со стратегиями «отложенной реализации», «ускоренного освоения» и «пессимистических ожиданий».
Таким образом, на основе проведённого анализа технико-экономических показателей было выявлено, что процесс освоения производства новой продукции выгоден для предприятия, позволяет ежегодно получать прибыль и укреплять конкурентную позицию предприятия на рынке.
Освоение производства – это начальный период промышленного производства новой продукции, в течение которого достигаются запланированные технико-экономические показатели. Период освоения производства начинается с изготовления опытного образца новой продукции и завершается началом ее серийного производства. В период освоения продолжается конструкторско-технологическая доработка нового изделия и отладка технологии его производства.
Период освоения производства новой продукции характерен для условий массового и серийного производства. В единичном производстве период освоения практически отсутствует, так как выпуск новых изделий осуществляется единицами или небольшими партиями.
Период освоения новой продукции включает следующие этапы:
1. Отладка и доводка новой конструкции изделия. В этот период поступает значительное количество конструкторско-технологических изменений, которые требуют не только внесения корректировок в конструкторскую документацию, но и в технологические процессы.
2. Внедрение и отладка новых технологических процессов, освоение рабочими новых технологических операций, рациональных трудовых приемов и навыков.
3. Техническое освоение предусматривает достижение технических параметров конструкции изделия, определенных стандартами и техническими условиями.
4. Производственное освоение – это достижение запланированных объемов выпуска продукции при заданном качестве и устойчивости производства.
5. Экономическое освоение – это достижение запланированных экономических показателей по себестоимости, прибыли и рентабельности производства новой продукции.
Эффективность процесса обновления выпускаемой продукции на машиностроительных предприятиях во многом определяется рациональностью выбранного метода перехода на производство новых изделий.
Выбор метода перехода зависит от ряда факторов:
– различия в степени новизны осваиваемого и снимаемого с производства изделий;
– степени подготовленности предприятия к освоению новой продукции;
– типа производства;
– уровня унификации и стандартизации новой продукции.
Используемые в машиностроении методы перехода на выпуск новой продукции различаются прежде всего степенью совмещения времени выпуска заменяемых и осваиваемых изделий и подразделяются на три вида: последовательный, параллельный и параллельно-последовательный.
Последовательный метод – переход характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства. В зависимости от времени перерыва между окончанием выпуска «старой» продукции и началом выпуска «новой» различают прерывно-последовательный и непрерывно-последовательный варианты перехода (рис. 9.3.2. и 9.3.3.).
Объем выпуска изделий;
Плановый объем выпуска изделий;
Время освоения новой продукции;
График выпуска старого изделия;
График выпуска нового изделия.

При прерывно-последовательном варианте перехода (рис.9.3.2.) остановка производства на время используется для перепланировки и монтажа оборудования, необходимого для выпуска нового изделия. При непрерывно-последовательном варианте перехода (рис.9.3.3.) выпуск нового изделия начинается сразу после прекращения выпуска старого изделия, но этот вариант требует наличия резервных или дополнительных площадей для подготовки к выпуску новой продукции.
Недостатком последовательного метода перехода является снижение объема производства до нуля в период освоения выпуска новой продукции.
Параллельный метод характеризуется постепенным замещением снимаемой с производства продукции вновь осваиваемой, где одновременно с сокращением объема производства старой продукции происходит наращивание выпуска новой продукции (рис.9.3.4.).

Продолжительность совмещения времени различна и зависит от степени подготовленности предприятия к выпуску нового изделия. Этот метод наиболее часто применяется в машиностроении как в массовом, так и в серийном производстве.
Основное преимущество параллельного метода перехода по сравнению с последовательным – сохранение или незначительное уменьшение суммарного объема выпуска продукции.
Параллельно-последовательный метод перехода достаточно широко применяется в массовом производстве при освоении новой продукции, существенно отличающейся по конструкции от снимаемой с производства. При этом на предприятии создаются дополнительные мощности (участки), на которых начинается освоение нового изделия – отрабатываются технологические процессы, проводится квалификационная подготовка персонала, организуется выпуск первых партий новой продукции. В этот же период продолжается выпуск и старых изделий. После завершения начального периода производится короткая остановка как в основном производстве, так и на дополнительных участках, в течение которой осуществляется перепланировка оборудования. При этом оборудование дополнительных участков передается в цехи основного производства. По завершении этих работ организуется выпуск новой продукции более быстрыми темпами (рис.9.3.5.).

Недостатком этого метода является так же потери в суммарном выпуске продукции в период освоения новой продукции, хотя в меньших объемах, чем при последовательном методе.
Одним из основных направлений сокращения времени и затрат при переходе на новые модели продукции в современных условиях является внедрение гибких автоматизированных производств, гибких поточных и автоматических линий.
Лекция 10. Планирование инновационных процессов на предприятии
Тема 10.1. Виды и содержание планов подготовки производства
Планирование технической подготовки производства
Успех предприятия на рынке достигается тогда, когда они действуют с опережением предвидя будущее и готовясь к нему, а не реагируя задним числом. Подготовка к будущему осуществляется посредством планирования. Планирование осуществляется на данных маркетинговых исследования, которые отвечают на вопрос: какую продукцию нужно производить.
Планирование включает в себя установление объема работ, определение трудоемкости работ, определение потребного количества и состава работников, распределение работ по подразделениям и исполнителям, составление смет затрат на подготовку, определение сроков выполнения работ, координирование и регулирование работ и контроль за ходом их выполнения, достижение равномерной загрузки подразделений и исполнителей.
Составляются следующие виды планов:
перспективные,
генеральные,
календарные планы - графики и
оперативные.
Перспективные планы составляются на пять лет ним или более длительный период. В них даются перечень новых изделий, подлежащих разработке на перспективу, прогнозные показатели качества продукции, сроки подготовки и укрупненные затраты.
Генеральные планы разрабатываются по каждому виду новой продукции на весь период ее подготовки с указанием этапов и работ, трудоемкости циклов технической подготовки, срокам выполнения каждого этапа и цикла и проекта в целом.
Календарные планы -графики составляются на год по этапам, исполнителям.
Оперативные планы составляются на текущий период квартал, месяц, сутки.
Исходные данные для разработки планов:
перечень новых видов продукции, подлежащих разработке
установленные сроки освоения;
объемные нормативы - количество оригинальных деталей, чертежей, документов, количество оснастки и др.
трудовые нормативы, нормативы длительности циклов и этапов.
Планирование инновационных процессов заключается в составлении календарных планов выполнения работ, определении необходимых трудовых, материальных и финансовых ресурсов на проведении научно-исследовательских и проектно-конструкторских работ.
Основные задачи планирования научно-технических разработок:
взаимная увязка всех работ по созданию новой техники и установление рациональной последовательности выполнения этапов;
определение общей продолжительности работ и обеспечение их выполнения в срок;
наилучшего использования производственных ресурсов.
В основе планирования технической подготовки производства лежат расчеты трудоемкости и продолжительности выполнения отдельных стадий и этапов работ.
При планировании научно-технических разработок нормативным методом определяются с использованием имеющихся нормативов трудоемкости работ по всем стадиям и этапам, продолжительность отдельных этапов и всей разработки в календарных днях, смета затрат.
Различают следующие виды нормативов:
– трудоемкости (количество нормо-часов на одну спецификацию детали, сборочной единицы);
– длительности циклов (количество нормо-часов на разработку стадии, этапа технической подготовки производства);
– затрат (руб./спецификацию).
Нормативы могут различаться по стадиям и этапам работ, по категориям новизны и группам сложности проектируемых изделий. Для отнесения изделий к группе сложности и категории новизны составляются отраслевые классификаторы. Использование нормативного метода получило распространение при разработке конструкторской и технологической документации на проектируемое изделие. При отсутствии нормативов на отдельные работы трудоемкость следует определять экспертным или опытно-статистическим методами.
Трудоемкость работ по стадиям технического задания, технического предложения и эскизного проекта определяют по нормам в целом на изделие в зависимости от категории новизны (А, Б, В, Г) и группы сложности (I, II, III, IV) изделия.
Для этапов технического проекта и рабочей документации трудоемкость определяется по формуле:
где , – количество наименований оригинальных деталей и сборочных единиц -й категории новизны и -й группы сложности;
Нормативы трудоемкости разработки одной оригинальной детали и сборочной единицы -й категории новизны и -й группы сложности, нормо- час.
На основе установленной трудоемкости по каждой -й стадии определяется продолжительность цикла стадии в календарных днях:
![]() , (10.1.2.)
, (10.1.2.)
где – трудоемкость -й стадии, час;
– коэффициент, учитывающий дополнительное время на согласование, внесение изменений в техническую документацию и другие работы, не предусмотренные нормативами ;
– коэффициент перевода рабочих дней в календарные:
где , – количество календарных и рабочих дней в плановом периоде;
Количество работников, занятых на выполнении -й стадии;
Продолжительность рабочего дня (смены), час;
Коэффициент выполнения норм для работников со сдельной оплатой труда .
Необходимая численность работников, может быть определена по формуле:
где – действительный фонд времени одного работника на плановый период, час.
Определение общей продолжительности работ зависит от организации работ, основанной на последовательном или параллельно-последовательном выполнении стадий и этапов.
Последовательный метод организации работ заключается в том, что каждая последующая стадия начинается после полного завершения предшествующей. В этом случае общая продолжительность работ в календарных днях определяется по формуле:
![]() , (10.1.5.)
, (10.1.5.)
где – продолжительность -й стадии в днях;
Количество стадий в разработке.
Продолжительность всей разработки можно уменьшить либо за счет сокращения длительности отдельных стадий, либо за счет частичного совмещения времени их выполнения, то есть применения параллельно-последовательного метода организации работ.
Общая продолжительность работ при параллельно-последовательном методе определяется по формуле:
![]() , (10.1.6.)
, (10.1.6.)
где – минимальное значение продолжительности смежных стадий, выполняемых параллельно;
Коэффициент, учитывающий параллельное (одновременное) выполнение смежных стадий ![]() .
.
Расходы, связанные с научно-исследовательскими и опытно-конструкторскими работами (НИОКР), включаются при расчетах экономической эффективности новой техники в сумму капитальных вложений под общим названием «предпроизводственных затрат».
Общую сумму на выполнение конкретной разработки называют сметной стоимостью НИОКР. Ее рассчитывают по следующим калькуляционным статьям расходов.
1. Материалы, покупные изделия и полуфабрикаты , необходимые для проведения научных исследований, изготовления макетов изделия. Они оцениваются по действующим оптовым ценам с включением транспортно-заготовительных расходов, которые составляют 5-10% от стоимости материалов.
2. Специальное оборудование для научных и экспериментальных работ . Приобретение такого оборудования производится за счет сметной стоимости НИОКР в тех случаях, когда оно используется для разработки только данной темы.
Специальное оборудование для разработки нескольких тем может приобретаться за счет капитальных вложений с зачислением его в основные фонды организации. Его стоимость учитывается в сметной стоимости НИОКР в виде амортизационных отчислений по формуле.
Освоение производства – это начальный период промышленного производства новой продукции, в течение которого достигаются запланированные технико-экономические показатели. Период освоения производства начинается с изготовления опытного образца новой продукции и завершается началом ее серийного производства. В период освоения продолжается конструкторско-технологическая доработка нового изделия и отладка технологии его производства.
Период освоения производства новой продукции характерен для условий массового и серийного производства. В единичном производстве период освоения практически отсутствует, так как выпуск новых изделий осуществляется единицами или небольшими партиями.
Период освоения новой продукции включает следующие этапы:
1. Отладка и доводка новой конструкции изделия. В этот период поступает значительное количество конструкторско-технологических изменений, которые требуют не только внесения корректировок в конструкторскую документацию, но и в технологические процессы.
2. Внедрение и отладка новых технологических процессов, освоение рабочими новых технологических операций, рациональных трудовых приемов и навыков.
3. Техническое освоение предусматривает достижение технических параметров конструкции изделия, определенных стандартами и техническими условиями.
4. Производственное освоение – это достижение запланированных объемов выпуска продукции при заданном качестве и устойчивости производства.
5. Экономическое освоение – это достижение запланированных экономических показателей по себестоимости, прибыли и рентабельности производства новой продукции.
Эффективность процесса обновления выпускаемой продукции на машиностроительных предприятиях во многом определяется рациональностью выбранного метода перехода на производство новых изделий.
Выбор метода перехода зависит от ряда факторов:
– различия в степени новизны осваиваемого и снимаемого с производства изделий;
– степени подготовленности предприятия к освоению новой продукции;
– типа производства;
– уровня унификации и стандартизации новой продукции.
Используемые в машиностроении методы перехода на выпуск новой продукции различаются прежде всего степенью совмещения времени выпуска заменяемых и осваиваемых изделий и подразделяются на три вида: последовательный, параллельный и параллельно-последовательный.
Последовательный метод – переход характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства. В зависимости от времени перерыва между окончанием выпуска «старой» продукции и началом выпуска «новой» различают прерывно-последовательный и непрерывно-последовательный варианты перехода (рис. 8.2 и 8.3).
Объем выпуска изделий;
Плановый объем выпуска изделий;
Время освоения новой продукции;
График выпуска старого изделия;
График выпуска нового изделия.
При прерывно-последовательном варианте перехода (рис.8.2) остановка производства на время используется для перепланировки и монтажа оборудования, необходимого для выпуска нового изделия. При непрерывно-последовательном варианте перехода (рис.8.3) выпуск нового изделия начинается сразу после прекращения выпуска старого изделия, но этот вариант требует наличия резервных или дополнительных площадей для подготовки к выпуску новой продукции.
Недостатком последовательного метода перехода является снижение объема производства до нуля в период освоения выпуска новой продукции.
Параллельный метод характеризуется постепенным замещением снимаемой с производства продукции вновь осваиваемой, где одновременно с сокращением объема производства старой продукции происходит наращивание выпуска новой продукции (рис.8.4).
Продолжительность совмещения времени различна и зависит от степени подготовленности предприятия к выпуску нового изделия. Этот метод наиболее часто применяется в машиностроении как в массовом, так и в серийном производстве.
Основное преимущество параллельного метода перехода по сравнению с последовательным – сохранение или незначительное уменьшение суммарного объема выпуска продукции.
Параллельно-последовательный метод перехода достаточно широко применяется в массовом производстве при освоении новой продукции, существенно отличающейся по конструкции от снимаемой с производства. При этом на предприятии создаются дополнительные мощности (участки), на которых начинается освоение нового изделия – отрабатываются технологические процессы, проводится квалификационная подготовка персонала, организуется выпуск первых партий новой продукции. В этот же период продолжается выпуск и старых изделий. После завершения начального периода производится короткая остановка как в основном производстве, так и на дополнительных участках, в течение которой осуществляется перепланировка оборудования. При этом оборудование дополнительных участков передается в цехи основного производства. По завершении этих работ организуется выпуск новой продукции более быстрыми темпами (рис.8.5).
Недостатком этого метода является так же потери в суммарном выпуске продукции в период освоения новой продукции, хотя в меньших объемах, чем при последовательном методе.
Одним из основных направлений сокращения времени и затрат при переходе на новые модели продукции в современных условиях является внедрение гибких автоматизированных производств, гибких поточных и автоматических линий.
Освоение Производства
комплекс мероприятий по подготовке производства новой продукции.
Словарь бизнес-терминов. Академик.ру . 2001 .
Смотреть что такое "Освоение Производства" в других словарях:
Освоение производства - один из этапов постановки продукции на производство, включающий отработку и проверку подготовленного технологического процесса, и овладение практическими приемами изготовления продукции со стабильными значениями показателей и в заданном объеме… … Официальная терминология
ОСВОЕНИЕ ПРОИЗВОДСТВА - комплекс мероприятий, обеспечивающий подготовку предприятия (объединения) к выпуску ранее не производимых им изделии …
ОСВОЕНИЕ ПРОИЗВОДСТВА - комплекс мероприятий, обеспечивающий подготовку предприятия (объединения) к выпуску ранее не производимых им изделий …
учет затрат на подготовку и освоение производства - Учет расходов, связанных с подготовкой к выпуску новой продукции, улучшение качества выпускающейся продукции и т. д. К расходам на подготовку и освоение производства, входящим в себестоимость продукции, относятся: затраты на проектирование и… …
УЧЕТ ЗАТРАТ НА ПОДГОТОВКУ И ОСВОЕНИЕ ПРОИЗВОДСТВА - учет расходов, связанных с подготовкой к выпуску новой продукции, улучшение качества выпускающейся продукции и т. д. К расходам на подготовку и освоение производства, входящим в себестоимость продукции, относятся: затраты на проектирование и… … Большой бухгалтерский словарь
расходы на подготовку и освоение производства Справочник технического переводчика
РАСХОДЫ НА ПОДГОТОВКУ И ОСВОЕНИЕ ПРОИЗВОДСТВА - товаров (работ, услуг): на освоение новых предприятий, производств, цехов и (или) агрегатов (пусковые расходы); на разработку или изготовление инструмента и оснастки; на подготовку и освоение новых видов продукции серийного или массового… … Большой бухгалтерский словарь
Затраты на проектирование, конструирование и разработку технологического процесса изготовления нового изделия; перепланировку размещения, перестановку и наладку оборудования; изготовление и испытание опытного образца (партии изделий); на… … Экономический словарь
Затраты на проектирование, конструирование и разработку технологического процесса изготовления нового изделия; перепланировку размещения, перестановку и переналадку оборудования; изготовление и испытание опытного образца (партии изделий); на… … Энциклопедический словарь экономики и права
РАСХОДЫ НА ПОДГОТОВКУ И ОСВОЕНИЕ ПРОИЗВОДСТВА НОВЫХ ВИДОВ ПРОДУКЦИИ - затраты на проектирование, конструирование и разработку технологического процесса изготовления нового изделия; перепланировку, перестановку и наладку оборудования; изготовление и испытание опытного образца (партии изделий); на проектирование… … Большой экономический словарь
Книги
- Освоение подземного пространства городов Научное издание , Шулятьев О., Мозгачева О., Поспехов В.. В книге рассматривается история освоения подземного пространства городов, а также особенности инженерно-геологических изысканий, проектирования и производства работ при строительстве…
- Экономические риски горного производства , А. Петросов. Систематизированы методы идентификации, учета, анализа, качественной и количественной оценки рисков, адаптированные к условиям экономики горного производства. Изложены подходы, приемы и…
Налоги и платежи